

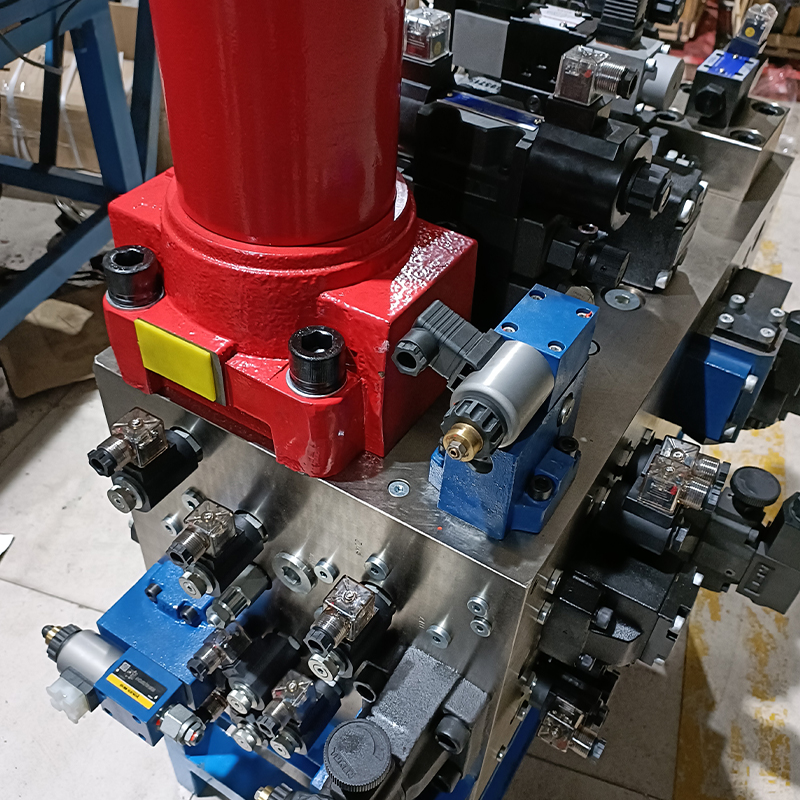
OEM низкотемпературная гидравлическая система
Когда слышишь ?OEM низкотемпературная гидравлическая система?, многие сразу представляют себе просто морозостойкое масло и утеплённый бак. Но это лишь верхушка айсберга. Основная путаница, с которой я сталкивался, — это убеждение, что достаточно заменить жидкость на низкотемпературную, и система будет работать как часы при -40°C. На деле же всё упирается в комплексный подход: от совместимости уплотнений и материалов до динамики запуска и работы насоса в холодной среде. Именно в этом кроется разница между формальной спецификацией и реальной надёжностью в полевых условиях.
Что на самом деле скрывается за термином ?низкотемпературная?
В OEM-поставках под эту маркировку часто попадают системы, которые должны гарантированно запускаться и выходить на номинальный режим при температурах ниже -20°C. Ключевое слово — ?гарантированно?. Это не просто тесты в лаборатории, а учёт реальных факторов: вязкостно-температурные характеристики жидкости, конечно, первичны, но не менее важен выбор насосов. Шестерённые насосы, например, могут быть более терпимы к ?загустевшему? маслу на старте по сравнению с некоторыми аксиально-поршневыми, у которых возникает риск кавитации и сухого трения в момент холодного пуска.
Здесь часто возникает дилемма: использовать специальное синтетическое масло с исключительно низкой точкой застывания или же оптимизировать всю кинематику под более доступные полусинтетические жидкости. Второй путь сложнее для инженера, но часто выигрывает в общей стоимости владения для заказчика. Приходилось видеть проекты, где гнались за сверхнизкой вязкостью, но не учли снижение смазывающих свойств и повышенный износ при рабочих температурах. Баланс — вот что критично.
Один из практических моментов, который редко освещается в каталогах, — это поведение гидроаккумуляторов и резино-технических изделий. Стандартные NBR-уплотнения дубеют на морозе. Приходится закладывать FKM или специальные EPDM-смеси, что меняет всю спецификацию и цену узла. Без этого даже с идеальным маслом система потечёт на стыках после первого же холодного цикла.
Опыт интеграции и подводные камни от OEM низкотемпературная гидравлическая система
Работая над интеграцией таких систем, например, для спецтехники, работающей в Сибири, сталкиваешься с неочевидными проблемами. Одна из них — тепловой удар при запуске. Допустим, система ?спит? при -35°C. Запускаем двигатель, насос начинает гнать густую, холодную жидкость по магистралям. Если в контуре есть чувствительный сервоклапан или дроссель с малыми зазорами, может произойти временное залипание или скачок давления из-за неравномерного прогрева. Решение часто лежит не в гидравлике, а в системе управления — нужно закладывать щадящий алгоритм запуска с плавным набором давления и, возможно, предварительным прогревом от отдельного контура.
Ещё один камень преткновения — это трубопроводы и рукава. Сталь на морозе становится хрупкой, а стандартные рукава высокого давления теряют гибкость. Приходится либо использовать специальные морозостойкие оплётки, либо, что чаще в OEM, пересматривать компоновку, минимизируя гибкие линии и делая ставку на жёсткую трубную разводку с правильной поддержкой, чтобы избежать вибраций и усталостных трещин.
В этом контексте полезно обратить внимание на опыт команд, которые давно в теме. Вот, например, ООО Циндао Байши Чэн Гидравлические Технологии Применение (сайт: https://www.bschydraulic.ru). Они уже лет 20 занимаются техническим обслуживанием гидравлики, пневматики и сервоприводов. Их практический опыт, особенно в области частотного преобразования для управления насосами в экстремальных условиях, может быть очень ценен. Не как реклама, а именно как источник решений по адаптации стандартных компонентов под низкотемпературные задачи. Часто именно сервисники, а не проектировщики, знают, какие узлы выходят из строя первыми на холоде.
Конкретные кейсы и неудачи, которые учат
Приведу пример из практики. Был проект — гидравлическая система поворота платформы для буровой установки. Заказчик требовал работу при -45°C. Сделали, казалось бы, всё правильно: взяли синтетическое масло Arctic, поставили насосы с увеличенными зазорами, использовали морозостойкие уплотнения. Но на испытаниях после двух недель простоя при -40 система при запуске выдала такой высокий момент сопротивления, что чуть не сорвало шлицы приводного вала. Проблема оказалась в гидромоторе. В его конструкции были подшипники качения, смазываемые тем же маслом. На морозе масло в полостях вокруг подшипников становилось настолько вязким, что создавало колоссальный дополнительный момент трения.
Решение было нестандартным: пришлось внедрять систему предпускового подогрева не всего бака, а локально — именно зоны гидромотора, с помощью низковольтных греющих лент. Это добавило сложности в электрику, но решило проблему. Вывод: анализировать нужно каждый элемент контура, а не систему в целом. Особенно те, где есть застойные зоны с маслом.
Другой случай — неудача с системой управления. Для OEM низкотемпературной гидравлической системы заложили электронные пропорциональные клапаны от известного бренда. В паспорте у них был указан рабочий диапазон до -25°C. Решили, что в утеплённом отсеке этого хватит. Но в реальности при длительном простое температура в отсеке сравнивалась с окружающей. Мехатроника клапанов, а именно соленоиды и датчики обратной связи, вышла из строя. Пришлось срочно искать аналоги с полным низкотемпературным исполнением или выносить электронные блоки управления в обогреваемую кабину оператора. Это урок на будущее: всегда требовать от поставщиков полные данные по хладостойкости не только гидравлической части, но и всей электроники, связанной с управлением.
Вопросы совместимости и ?невидимые? компоненты
Часто упускают из виду фильтрацию. Стандартные фильтры тонкой очистки на холоде создают огромное сопротивление из-за роста перепада давления на загрязнённой поверхности. Приходится либо увеличивать площадь фильтрующего элемента, либо ставить байпасные клапаны с другой настройкой, либо, что эффективнее, использовать подогрев корпуса фильтра. Иначе насос может работать на износ, пытаясь продавить масло.
Ещё один ?невидимый? враг — воздух и влага в системе. При низких температурах конденсированная влага в баке превращается в лёд, который может заблокировать всасывающую сетку или попасть в насос. А вовлечённый в масло воздух на холоде меняет его сжимаемость, что сказывается на жёсткости и точности работы сервоприводов. Поэтому в низкотемпературных системах особое внимание уделяется системе осушения воздуха в баке и, возможно, вакуумированию при заправке.
Здесь снова вспоминается про сервисный опыт. Компании вроде ООО Циндао Байши Чэн, судя по их описанию, как раз сталкиваются с последствиями таких упущений на этапе обслуживания. Их специалисты, обслуживая гидравлику 20 лет, наверняка могут рассказать, что чаще всего выходит из строя в мороз: те же самые фильтры, уплотнения штоков гидроцилиндров или датчики давления. Этот feedback бесценен для OEM-разработчика, чтобы усилить эти узлы на этапе проектирования.
Взгляд в будущее и итоговые соображения
Сейчас тренд — это ?умные? системы с датчиками температуры и вязкости, которые в реальном времени корректируют алгоритмы работы насосов и клапанов. Для OEM низкотемпературной гидравлической системы это может стать следующим шагом. Представьте: система сама ?знает?, что масло холодное, и ограничивает максимальное давление до безопасного уровня до момента прогрева, или переключает контуры циркуляции для более эффективного отогрева.
Но любая сложность добавляет точки отказа. В условиях крайнего севера ремонтопригодность и доступность компонентов часто важнее технологичности. Поэтому идеальная система — это не обязательно самая продвинутая, а та, в которой правильно применены проверенные решения, а все слабые места усилены исходя из реального, а не лабораторного опыта эксплуатации.
В конечном счёте, создание надёжной низкотемпературной гидравлики — это не покупка ?волшебных? компонентов, а кропотливая инженерная работа по анализу каждого риска. Это знание того, как поведёт себя каждый винтик на морозе, и готовность к компромиссам. И самый ценный ресурс здесь — это опыт, накопленный как в проектных бюро, так и в сервисных службах, которые потом расхлёбывают последствия конструкторских просчётов. Именно такой опыт позволяет превратить набор деталей в систему, которая заведётся и будет работать не только в тёплом цеху, но и в ледяной пустоши.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Регулируемый цилиндр HOB
Регулируемый цилиндр HOB -
 Задний одноуховый цилиндр HOB
Задний одноуховый цилиндр HOB -
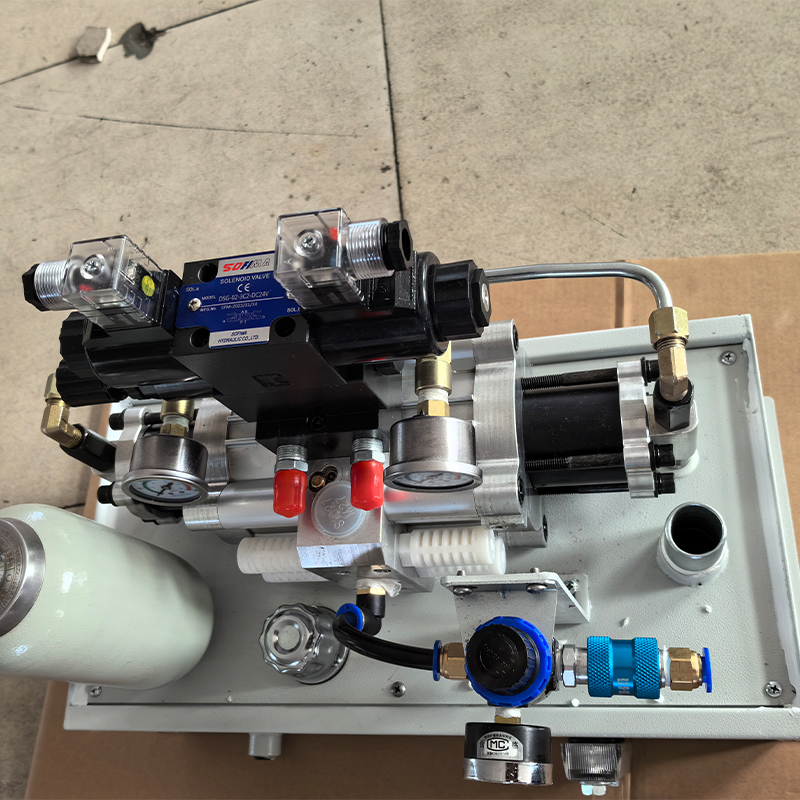 Пневматическая гидравлическая станция
Пневматическая гидравлическая станция -
 Гидравлическая система для тестирования авиационного двигателя
Гидравлическая система для тестирования авиационного двигателя -
 Гидравлическая станция для производства стали
Гидравлическая станция для производства стали -
 Пресс
Пресс -
 Гидравлический цилиндр MOB с задним одноушковым креплением
Гидравлический цилиндр MOB с задним одноушковым креплением -
 Интегрированная гидравлическая система для линии формирования ствола
Интегрированная гидравлическая система для линии формирования ствола -
 Гидравлическая интегрированная система горных электромобилей
Гидравлическая интегрированная система горных электромобилей -
 Цилиндр подставки MOB
Цилиндр подставки MOB -
 Гидравлическая насосная станция
Гидравлическая насосная станция -
 Гидравлическая система ковочного пресса
Гидравлическая система ковочного пресса
Связанный поиск
Связанный поиск- Оптовые гидравлические силовые агрегаты
- Ведущие гидравлические фильтры для резервуаров
- Знаменитая гидравлическая система для металлургического оборудования
- Производители гидравлических цилиндров мтз
- Производители поршневых насосов
- гидравлические цилиндры для прессов в Китае
- Превосходные бесшовные прецизионные трубы
- Нефтяное оборудование
- Оптом гидравлический цилиндр мтз
- Производитель задних моноблочных цилиндров MOB

