

OEM металлургический цилиндр
Когда слышишь 'OEM металлургический цилиндр', многие сразу думают — ну, сделали по чертежам, отгрузили, и всё. Но на деле это как раз та точка, где начинаются реальные проблемы, а не заканчиваются. Если ты просто берешь размеры из ТЗ и гонишь вал — это не OEM, это халтура. В металлургии, особенно в условиях непрерывного литья или горячей прокатки, цилиндр — это не отдельная деталь, а элемент системы, который должен жить в конкретной среде: термоциклы, ударные нагрузки, агрессивные эмульсии. И вот тут-то и кроется первый большой разрыв между ожиданием заказчика и тем, что ему часто пытаются впарить под видом 'специального решения'.
Что на самом деле скрывается за 'спецификой металлургии'
Возьмем, к примеру, цилиндры для механизма регулировки зазора в клетях стана горячей прокатки. Чертеж может приходить с указанием стали 40Х, твердости по поверхности и класса чистоты. Казалось бы, чего проще. Но если не вникнуть, в каком именно месте он стоит, можно промахнуться. Рядом с ручьями, где температура раскатной арматуры доходит до 800-900°C, корпус цилиндра греется не равномерно, а с одной стороны. Термические деформации — это не абстракция, они меняют геометрию посадочных мест под уплотнения уже через пару недель работы. И начинаются течи, причем не по штоку, а по корпусу — а это уже катастрофа для гидросистемы.
У нас был случай, кажется, в 2018 году, когда пришлось переделывать партию для одного из комбинатов в Липецке. Заказчик жаловался на частую замену манжет в поршневой группе. При разборе оказалось, что внутренняя поверхность гильзы после шлифовки имела красивую чистоту, но... структура поверхностного слоя была нарушена перегревом при обработке. Вроде бы микротрещин не видно, но под нагрузкой и температурой этот слой начинал 'шелушиться', абразив попадал в уплотнения — и всё. Пришлось менять технологию финишной обработки, вводить контролируемое охлаждение. Это тот самый момент, когда OEM подразумевает не изготовление, а совместную доработку технологии с инженерами завода-потребителя.
Еще один нюанс — это подготовка поверхности под уплотнения. Многие думают, что чем тверже и глаже, тем лучше. Для гидравлики общего назначения — да. Но в среде, где постоянно летит окалина и песок, идеально гладкая поверхность штока плохо удерживает смазочную пленку. Иногда имеет смысл делать не полировку, а хонингование с определенной шероховатостью, чтобы масло держалось. Это не по ГОСТу, но на практике увеличивает ресурс в разы. Такие вещи в ТЗ никогда не пишут, их понимаешь только после десятка выездов на пусконаладку и разборов отказов.
Где чаще всего ловят 'косяки' при приемке
Приемка OEM-цилиндров на металлургическом предприятии — это отдельный театр. Контролеры ОТК часто проверяют то, что легко проверить: габариты, твердость, чистоту. А вот на что стоит смотреть в первую очередь, но редко смотрят — это качество и глубина галтелей в местах перехода диаметров, особенно на штоке. Концентраторы напряжений — главные враги усталостной прочности. Видел цилиндры, которые лопались не по телу, а именно в этой зоне после полугода работы. Чертеж может допускать радиус 0.5 мм, но для динамически нагруженного узла это смерть. Хороший производитель, даже если ТЗ допускает минимум, сделает радиус больше и плавнее — просто потому что знает, как это работает в реальности.
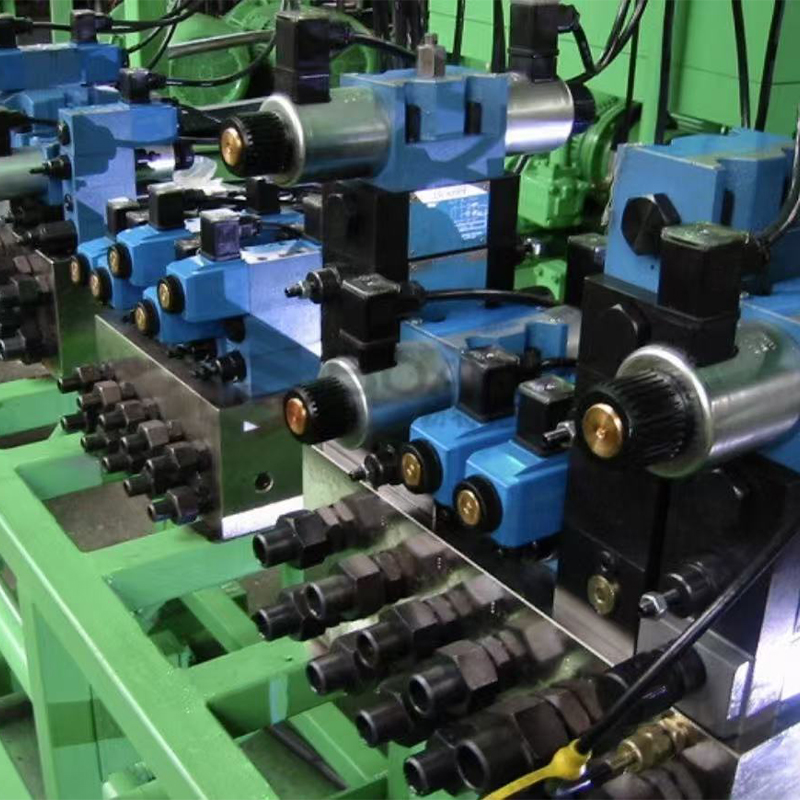
Второй момент — это сборка. Казалось бы, собрали, обкатали на стенде, отгрузили. Но стендовые испытания часто проводят на чистом масле при 20°C. А в цехе стоит летняя жара, в масле может быть вода от конденсата в баке, да и фильтры меняют не всегда вовремя. Поэтому мы в ООО Циндао Байши Чэн Гидравлические Технологии Применение всегда настаиваем на испытаниях с имитацией рабочих параметров: прогреваем гидравлическую жидкость, добавляем контаминанты в допустимых пределах, даем ударные нагрузки. Да, это дольше и дороже, но зато потом не приезжать на аварийный ремонт. Наш сайт https://www.bschydraulic.ru — это по сути витрина, но за каждой фотографией испытательного стенда стоит именно такая философия: проверить здесь, чтобы не подвести там.
И третий 'косяк' — это совместимость материалов. Уплотнения от одного производителя, масло от другого, а материал штока — третий. Бывает химическая несовместимость, которая проявляется не сразу. Уплотнение немного набухает, теряет эластичность, начинает подклинивать шток. Мы ведем свою базу по совместимости, накопленную за 20 лет работы в сервисе. Когда к нам приходит запрос на OEM, мы сначала спрашиваем: 'А с какими уплотнениями и рабочей жидкостью он будет работать?' Если клиент не знает — помогаем определить. Это та самая специализация, о которой говорится в описании компании — не просто изготовление, а комплексное техническое обслуживание, которое начинается на этапе проектирования узла.
Почему 'китайский' не значит 'плохой', а 'европейский' не значит 'вечный'
В отрасли до сих пор сильны стереотипы. Многие техдиректора уверены, что для ответственного узла нужен цилиндр только немецкого или итальянского производства. Опыт показывает, что дело не в географии, а в подходе. Видел европейские цилиндры, которые выходили из строя на наших условиях просто потому, что были рассчитаны на другой режим обслуживания — более частую замену жидкости, стабильную температуру в цехе. Их конструкция была идеальна 'в вакууме'.
С другой стороны, грамотно спроектированный и изготовленный OEM цилиндр с учетом местной специфики, даже если его произвели на том же заводе в Китае, который является нашим партнером, показывал в разы больший ресурс. Секрет в адаптации. Мы, например, для одного из заводов в Челябинске увеличили диаметр штока на 15% по сравнению с типовым аналогом. Не по госту, а по расчету на продольный изгиб от боковой нагрузки, которая возникала из-за люфтов в старом креплении. Европейский производитель такого бы не сделал — у них типоразмеры фиксированные. А здесь — решили проблему, и узел работает уже пятый год без нареканий.
Это к вопросу о команде, которая занимается не только гидравликой, но и сервоприводами, и преобразованием частоты. Понимание мехатроники всей системы позволяет предложить такое решение, которое механик, видящий только цилиндр, не предложит. Может, нужно не цилиндр усиливать, а доработать алгоритм сервопривода, чтобы убрать резкие удары в конце хода? Часто оптимальное решение лежит на стыке дисциплин.
Реальный кейс: когда сэкономили на проектировании и потеряли на простое
Хочется привести пример неудачи, он поучительнее успехов. Один комбинат заказал у стороннего поставщика большой партию цилиндров для реконструкции стана. Цена была привлекательной, чертежи — вроде бы соответствовали. Но поставщик не стал глубоко вникать в динамику процесса. Цилиндры использовались в системе прижима рулона, где нагрузка меняется по сложному циклу.
Через три месяца начались проблемы: течь по штокам, вибрация. При вскрытии обнаружили, что поршневое уплотнение было выбрано стандартное, для равномерного давления. А в реальности возникал эксцентриситет, нагрузка на уплотнение была односторонней. Оно быстро изнашивалось. Плюс, резонансные частоты конструкции совпали с частотой работы клети — появилась усталость.
Комбинат обратился к нам, в ООО Циндао Байши Чэн, уже по факту аварии. Пришлось в срочном порядке не просто менять цилиндры, а проводить вибродиагностику, пересчитывать крепления, изготавливать цилиндры с другим типом направляющих и усиленными опорами поршня. Простой стана стоил в десятки раз дороже, чем сэкономленные на этапе проектирования деньги. Этот случай теперь у нас в компании как хрестоматийный — когда делаем предложение по OEM, всегда показываем эти расчеты и фото последствий. Чтобы понимали цену 'экономии'.
Итог: OEM в металлургии — это про ответственность, а не про металлообработку
Так к чему все это? К тому, что металлургический цилиндр под заказ — это всегда диалог. Диалог между технологом завода, который знает процесс, и инженером производителя, который знает, как сделать железо живучим в этих условиях. Если такого диалога нет — получается груда металла по чертежу, которая сломается ровно там, где не предусмотрели.
Наша роль как компании с 20-летним опытом в техническом обслуживании — быть переводчиком в этом диалоге. Мы можем приехать, посмотреть на узел в работе, снять осциллограммы нагрузок, проанализировать масло. И только потом предложить конструкцию. Иногда это приводит к тому, что конечное изделие дороже типового на 20-30%. Но его ресурс оказывается больше в 3-4 раза. Для металлургии, где час простоя — это огромные убытки, это единственно верный расчет.
Поэтому, когда ищешь надежного поставщика для OEM, смотри не на станки в цеху (они сейчас везде хорошие), а на глубину вопросов, которые тебе задают. Если спрашивают только про диаметр и ход — беги. Если начинают спрашивать про температуру в зоне установки, состав эмульсии, тип управления и историю поломок старого узла — вот с этим уже можно работать. Именно так мы и работаем, и сайт bschydraulic.ru — это просто дверь, за которой начинается эта работа.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Передний фланевый цилиндр HOB
Передний фланевый цилиндр HOB -
 Металлургическая гидравлическая система
Металлургическая гидравлическая система -
 Стандартный цилиндр MOB
Стандартный цилиндр MOB -
 Система постоянного напряжения карбонизации графитовых электродов
Система постоянного напряжения карбонизации графитовых электродов -
 Набор двигателя плунжерного насоса высокого давления
Набор двигателя плунжерного насоса высокого давления -
 Машина для блокировки сухого льда
Машина для блокировки сухого льда -
 Цилиндр заднего фланга HOB
Цилиндр заднего фланга HOB -
 Задний одноуховый цилиндр HOB
Задний одноуховый цилиндр HOB -
 Средний поворотный цилиндр HOB
Средний поворотный цилиндр HOB -
 Гидравлическая система для тестирования авиационного двигателя
Гидравлическая система для тестирования авиационного двигателя -
 Цилиндр подставки MOB
Цилиндр подставки MOB -
 Гидравлическая система ковочного пресса
Гидравлическая система ковочного пресса
Связанный поиск
Связанный поиск- Гидравлическая система станков
- Отличный гидроцилиндр для инженерного оборудования
- Ведущий покупатель гидравлических дуплексных насосов
- Нефтяное оборудование
- Ведущие гидравлические дуплексные насосы
- Производители гидравлических силовых агрегатов
- Ведущие криогенные сервогидравлические насосы
- Знаменитые бесшовные трубы точности
- Трубы бесшовные оптом
- Производитель нефтяных бесшовных труб

