

OEM металлургический гидравлический цилиндр
Когда слышишь ?OEM металлургический гидравлический цилиндр?, многие сразу думают о стальном корпусе, поршне и штоке. Кажется, что это просто силовой агрегат, который толкает или тянет. Но на самом деле, это целая система, где каждая деталь — от выбора марки стали до обработки поверхности канавок под уплотнения — определяет, выдержит ли он годы в условиях литейного двора или обжатия в стане. Основная ошибка — гнаться за ?стандартными? параметрами давления и хода, игнорируя среду: тепловые удары, окалину, ударные нагрузки. Именно здесь начинается разговор о реальном OEM, а не просто о сборке.
Что скрывается за аббревиатурой OEM в металлургии
OEM для нас — это не просто производство по чертежам заказчика. Это глубокое понимание технологического процесса, куда этот цилиндр будет встроен. Например, цилиндр для машины непрерывного литья заготовок (МНЛЗ) и для пресса для пакетирования лома — это два разных мира. В первом критична плавность хода и стойкость к перепадам температур охлаждающей воды, во втором — способность выдержать колоссальные ударные боковые нагрузки при прессовании неоднородного лома.
Часто приходят запросы: ?Нужен цилиндр, 200 тонн, ход 1200 мм?. И все. А какой тип уплотнения? Будут ли частые простои, при которых может возниквать просадка штока? Какая среда: эмульсия или масло? Температурный диапазон в цехе? Без этих деталей любой OEM превращается в лотерею. Мы в свое время наступили на эти грабли, поставив партию цилиндров для редукционного пресса с стандартными уплотнениями. В итоге — течь после трех месяцев из-за микровибров, которые не были учтены в ТЗ.
Здесь я часто вспоминаю о коллегах из ООО Циндао Байши Чэн Гидравлические Технологии Применение. Их подход, судя по опыту взаимодействия, строится на аналогичном принципе: 20 лет технического обслуживания дают им именно ту базу знаний, чтобы предвидеть точки отказа. Они не просто делают узел, они думают о том, как его будут обслуживать через пять лет в цеху, полном окалины. Это и есть настоящая OEM-философия в гидравлике.
Материалы и обработка: где рождается надежность
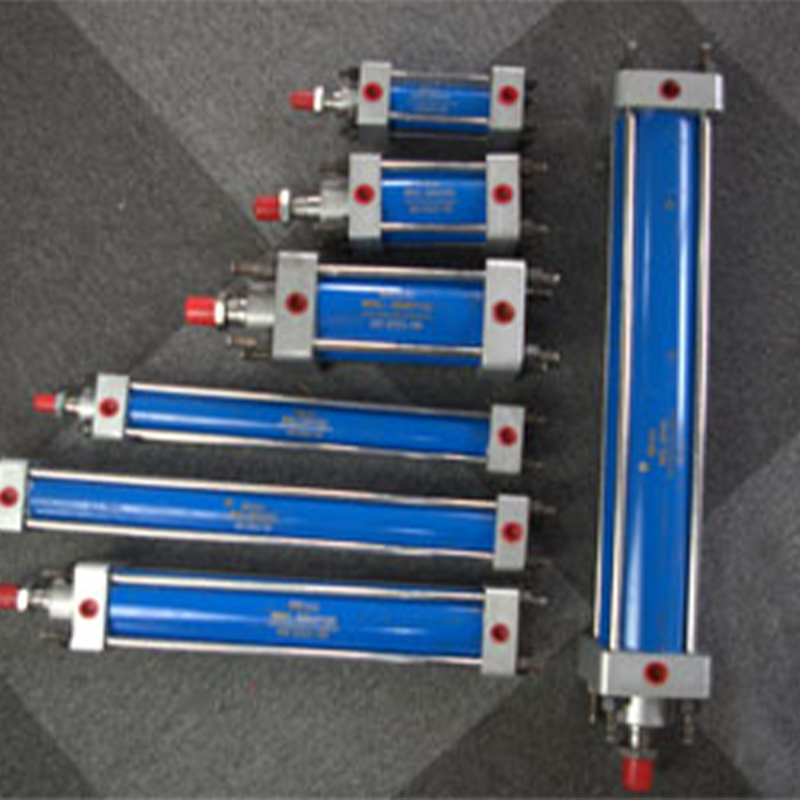
Стержень вопроса для металлургического гидравлического цилиндра — материал штока. 40Х — это часто, но для агрессивных сред с окалиной и водой уже может не хватить. Хромирование — обязательно, но толщина слоя и подготовка поверхности — это искусство. Видел случаи, когда из-за неправильной шлифовки под хромирование позже появлялись ?пузыри? и отслоения. Шток начинал ?есть? уплотнение, пыльник превращался в расходник.
Гильза. Казалось бы, труба. Но ее внутренняя геометрия после расточки и хонингования определяет ресурс уплотнений поршня. Малейшая конусность или бочкообразность — и кольца работают неравномерно. Мы как-то получили партию гильз с идеальной шероховатостью, но с микротрещинами у посадочных мест под крышки. Дефект проявился только после сборки и опрессовки под высоким давлением. Пришлось снимать все и отправлять в переделку.
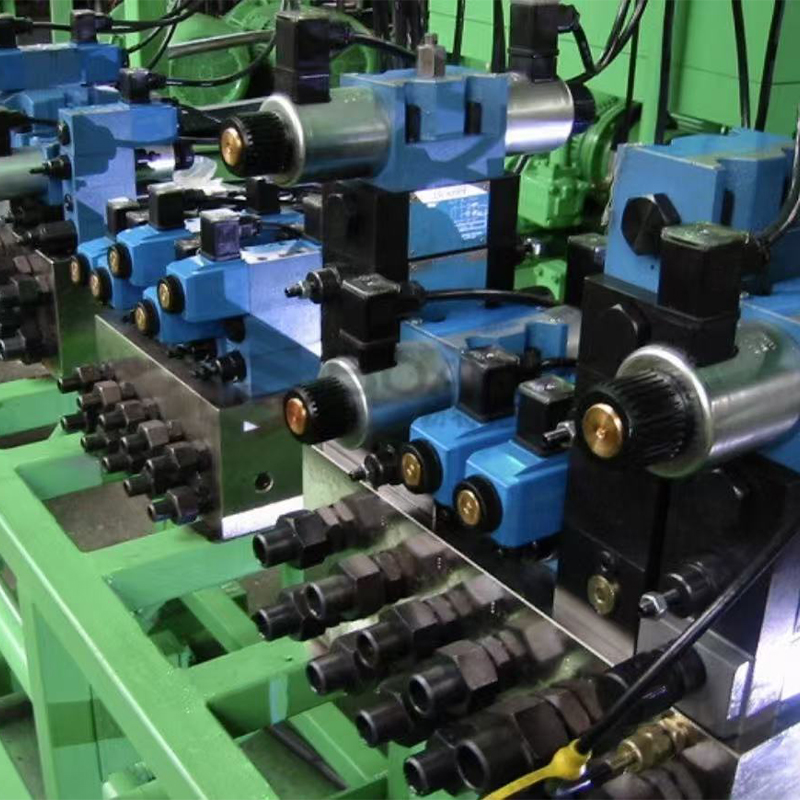
Именно в таких нюансах и кроется разница между просто цилиндром и надежным агрегатом. На сайте bschydraulic.ru видно, что они делают акцент на гидравлическом, сервоприводном и частотном преобразовании. Это ключевой момент: современный OEM цилиндр все чаще — это не отдельный механизм, а часть управляемой системы. Значит, требования к точности позиционирования и динамике хода становятся строже, а допуски на изготовление — меньше.
Сборка и испытания: момент истины
Чистота сборки — это догма. Собирать гидроцилиндры для металлургии в том же цеху, где идет сварка — путь к быстрому выходу из строя. Мельчайшая стружка или песчинка на уплотнении или зеркале гильзы — это будущая течь или задир. У нас было выделено отдельное помещение с положительным давлением воздуха, просто чтобы минимизировать этот риск.
Испытания. Обкатка на стенде — это не просто ?погоняли туда-сюда?. Нужно имитировать рабочие циклы: плавный разгон, удержание под нагрузкой, резкий сброс. Слушать на предмет посторонних шумов, контролировать температуру корпуса. Обязательна выдержка под максимальным рабочим давлением (а иногда и под испытательным, в 1.25-1.5 раза выше) для проверки на ?ползучесть? и герметичность всех соединений. Лучше найти слабое место на стенде, чем в составе дорогостоящего стана.
Здесь опыт сервисной команды, как у ООО Циндао Байши Чэн Гидравлические Технологии Применение, бесценен. Тот, кто 20 лет занимается обслуживанием и ремонтом, знает все типичные и атипичные точки отказа. Он заложит в процесс испытаний проверку именно этих узлов. Например, дополнительный контроль температуры в зоне прохода штока через переднюю крышку после множества циклов — частая проблема, которую не всегда видят при стандартных испытаниях.
Интеграция и обратная связь: цикл не заканчивается отгрузкой
Самый важный этап для OEM-производителя начинается после запуска цилиндра у заказчика. Первые месяцы работы — лучший тест. Мы всегда запрашиваем обратную связь, а в идеале — выезжаем сами, чтобы посмотреть на работу узла ?вживую?. Как ведет себя шток при максимальном выдвижении? Не скапливается ли грязь на его поверхности? Как реагирует система на тепловое расширение в жаркий день?
Однажды мы модернизировали цилиндр завалки шлаковой чаши, увеличив диаметр штока для большей устойчивости к боковым нагрузкам. По расчетам и стендовым испытаниям все было идеально. Но в реальности из-за нового, более жесткого штока немного изменились моменты инерции, и сервоприводная система начала работать с перерегулированием. Пришлось оперативно корректировать настройки частотного преобразователя вместе с электронщиками завода. Без тесной обратной связи на этапе обкатки это вылилось бы в серьезную поломку.
Этот пример хорошо иллюстрирует, почему специализация компании на гидравлике, пневматике, сервоприводах и частотном преобразовании — это синергия. OEM металлургический гидравлический цилиндр сегодня редко существует в вакууме. Он часть контура управления. И понимание этого контура в целом, как видно из опыта команды Байши Чэн, позволяет не просто поставить деталь, а интегрировать надежно работающий узел.
Вместо заключения: мысль вслух о будущем узла
Сейчас все больше говорят о предиктивной аналитике и датчиках. Для металлургического цилиндра это могло бы быть дистанционное отслеживание температуры штока, вибрации, положения. Чтобы не ждать течи или заклинивания, а видеть тенденцию к ухудшению состояния по данным. Пока это дорого и не всегда оправдано для каждого случая, но тренд очевиден.
Главное, что остается неизменным — это физика работы, важность материалов и качества изготовления. Никакой IoT не спасет цилиндр с плохо обработанной гильзой или неверно подобранным уплотнением. База — это все те же принципы надежности, которые отрабатываются годами на стендах и в цехах.
Поэтому, когда думаешь о следующем проекте, будь то модернизация существующего стана или поставка для нового, выбор OEM-партнера сводится к одному: есть ли у него не только станки, но и этот самый багаж практического опыта, способность задавать неудобные вопросы о процессе и смотреть на узел как на живой организм в агрессивной среде. Именно этот подход, на мой взгляд, и отличает настоящего поставщика в этой нише.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Индивидуальные все виды гидравлических интегрированных блоков
Индивидуальные все виды гидравлических интегрированных блоков -
 Гидравлическая система для тестирования авиационного двигателя
Гидравлическая система для тестирования авиационного двигателя -
 Гидравлическая система ребристой медной трубы
Гидравлическая система ребристой медной трубы -
 Передний фланевый цилиндр HOB
Передний фланевый цилиндр HOB -
 Металлургическая гидравлическая система
Металлургическая гидравлическая система -
 Индивидуальная гидравлическая станция
Индивидуальная гидравлическая станция -
 Средний поворотный цилиндр HOB
Средний поворотный цилиндр HOB -
 Гидравлическая система ковочного пресса
Гидравлическая система ковочного пресса -
 Машина для блокировки сухого льда
Машина для блокировки сухого льда -
 Полный комплект оборудования для автоматизации промышленного управления
Полный комплект оборудования для автоматизации промышленного управления -
 Гидравлическая насосная станция
Гидравлическая насосная станция -
 Электромагнитный реверсивный клапан
Электромагнитный реверсивный клапан
Связанный поиск
Связанный поиск- Ведущий покупатель гидравлических аксессуаров
- Ведущие бесшовные теплодеформированные стальные трубы
- Поставщики гидроцилиндров для инженерного оборудования
- Поставщики электромагнитных клапанов
- Сервогидравлический цилиндр
- Цена гидравлической бесшовной трубы
- Купить пресс
- Мариновательная фосфатная трубка
- OEM небольшой сухой лед гранулы машина
- Специальный пресс

