

OEM гидравлический цилиндр для пресса
Когда слышишь ?OEM гидравлический цилиндр для пресса?, многие сразу представляют себе просто стальную трубу с поршнем — купил, поставил, работает. На деле, если так подходить, можно наломать дров. Я за свою практику, в том числе и в сотрудничестве с ООО Циндао Байши Чэн Гидравлические Технологии Применение, видел достаточно случаев, когда ?коробочное? решение приводило к простоям, утечкам или, что хуже, к деформации станины пресса. Ключевое здесь — именно OEM, то есть изготовление под конкретный пресс, под его задачи, а не подбор из каталога ?примерно такого же? размера.
Где кроется подвох в ?стандартных? решениях
Возьмем, к примеру, пресс для холодной штамповки. Давление цикличное, с ударными нагрузками. Поставишь цилиндр, рассчитанный на статическое или плавное давление, — и быстро получишь усталостные трещины в районе проушин или разрыв штока. Я сам когда-то грешил тем, что экономил на расчетах, полагаясь на ?запас прочности?. Пока не столкнулся с ситуацией на одном из металлообрабатывающих заводов: цилиндр на 100 тонн встал колом после полугода работы. Причина — не учтена боковая нагрузка от slight misalignment направляющих, которую ?съедал? старый цилиндр с другой конструкцией крепления.
Или другой нюанс — чистота поверхности штока. Для прессов, работающих в условиях абразивной пыли (та же пресс-форма для резинотехнических изделий), стандартное хромирование может не спасти. Нужно либо твердое напыление, либо дополнительная защита — сильфон. Но сильфон увеличивает габариты, а это уже вопрос компоновки, который должен решаться на этапе проектирования узла. Без понимания полного цикла работы пресса здесь не обойтись.
Часто упускают из виду и тип уплотнений. Для горячих прессов (скажем, для ДСП) стандартные NBR-материалы быстро дубеют и текут. Требуются FKM или, в отдельных случаях, EPDM. Но и это не панацея — нужно еще и правильно рассчитать тепловое расширение, чтобы ?железо? и ?резина? работали в одном температурном диапазоне. Об этом редко пишут в общих каталогах.
Опыт, который приходит с годами и конкретными кейсами
Вот здесь и проявляется ценность длительного технического сопровождения, как у команды ООО Циндао Байши Чэн, которая занимается этим 20 лет. Цифры в паспорте — это одно, а поведение цилиндра на пятом году эксплуатации в цеху, где пол вибрирует, — совсем другое. Я помню, как мы совместно дорабатывали цилиндр для гидравлического пресса порошковой металлургии. Заказчик жаловался на вибрацию и шум при ходе втягивания.
После разборки оказалось, что демпфирующие отверстия в поршне были рассчитаны идеально под новое масло и температуру +40°C. Но в цеху зимой температура опускалась до +15, масло густело, и вся гидравлика начинала ?петь?. Пересчитали геометрию этих каналов, сделали небольшой запас по вязкости — проблема ушла. Это та самая ?мелочь?, которую не найти в учебниках, она познается только на практике.
Еще один момент — ремонтопригодность. Казалось бы, при OEM-производстве можно сделать все неразборным и компактным. Но мы всегда закладываем возможность замены уплотнительного комплекта или подшипника скольжения без полного демонтажа цилиндра со станины. Это снижает простой с двух смен до нескольких часов. На сайте bschydraulic.ru в их подходах к обслуживанию это хорошо видно — акцент на минимизацию downtime для клиента.
Материалы и процессы: от чего реально зависит срок службы
Гильза. Многие думают, что главное — твердость. На самом деле, важнее структура стали после расточки и хонингования. Микронеровности должны удерживать масляную пленку. Видел гильзы от неизвестных производителей, которые были зеркально гладкими — и цилиндр начинал подтупливать уже через тысячу циклов из-за масляного голодания. Наш принцип — контроль шероховатости не только по Ra, но и по Rz, это дает более полную картину.
Шток. Помимо прочности, критична геометрия. Его не просто шлифуют, а часто дополнительно полируют для снижения износа манжет. И здесь есть тонкость: полировка после хромирования должна быть такой, чтобы не нарушить адгезию покрытия. Иначе хром отслоится чешуйками. Был у меня печальный опыт с одним поставщиком, сэкономившим на этой операции — пришлось менять партию штоков за свой счет.
Сварка проушин или фланцев. Это слабое место. Нужен не просто красивый шов, а контроль за подрезом и внутренними напряжениями. Мы всегда проводим термообработку сварных узлов для снятия напряжений. Особенно для гидравлический цилиндр для пресса ударного действия. Одна неотпущенная зона может стать очагом усталостной трещины.
Взаимодействие с гидростанцией: системный взгляд
Бессмысленно делать идеальный цилиндр, если он подключен к станции с пульсирующим насосом или неадекватной системой охлаждения. Частая ошибка — несоответствие скорости хода поршня и производительности насоса. Это приводит к кавитации на всасывании и разрушению внутренних поверхностей. При OEM-поставке нужно обязательно рассматривать систему в комплексе.
Я всегда запрашиваю у клиента параметры гидростанции: тип насоса, объем бака, наличие теплообменника. Иногда решение лежит не в цилиндре, а в рекомендации по доработке обвязки. Специалисты, которые занимаются и гидравлическим, пневматическим, сервоприводным и частотным преобразованием, как в Байши Чэн, здесь имеют преимущество — они видят картину целиком, а не отдельный узел.
Сервоприводы и частотное преобразование — это отдельная тема. Если пресс требует точного позиционирования плиты, то характеристики цилиндра (внутренние утечки, трение) должны быть согласованы с динамикой сервоклапана. Малейшая ?ползучесть? поршня при остановке сводит на нет всю точность. Приходится использовать цилиндры со специальными уплотнениями низкого трения и датчиками позиции.
Итог: почему OEM — это про ответственность, а не просто цена
В конце концов, выбор OEM-поставщика — это выбор партнера, который разделит с тобой ответственность за бесперебойную работу пресса. Это не про то, чтобы купить деталь, а про то, чтобы получить работающее решение. Когда тебе не просто отгружают ?цилиндр по чертежу?, а задают вопросы: ?А какой у вас рабочий цикл? А какая среда в цеху? А что было на старом цилиндре в месте износа?? — вот это и есть признак профессионализма.
Именно такой подход, основанный на двадцатилетнем опыте технического обслуживания, я и наблюдаю в практике ООО Циндао Байши Чэн Гидравлические Технологии Применение. Их сайт — это не просто каталог, а отражение этого подхода: упор на применение, на решение проблем, а не на продажу железа.
Поэтому, возвращаясь к ключевым словам: OEM гидравлический цилиндр для пресса — это всегда история под ключ. От инженерного анализа и выбора материалов до испытаний и рекомендаций по эксплуатации. Сэкономишь время на этапе обсуждения — потеряешь в разы больше на этапе работы. Проверено не на одной тонне выпрессованных деталей.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
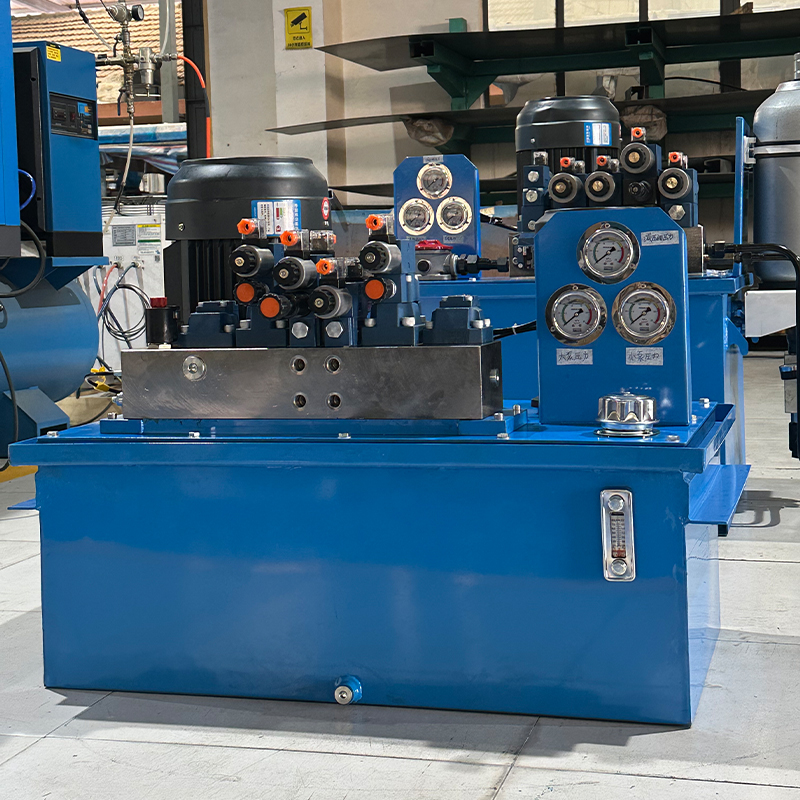
 Индивидуальная гидравлическая станция
Индивидуальная гидравлическая станция -
 Средний поворотный цилиндр HOB
Средний поворотный цилиндр HOB -
 Гидравлическая станция для производства стали
Гидравлическая станция для производства стали -
 Гидравлическая система графитовой внутренней струнной печи
Гидравлическая система графитовой внутренней струнной печи -
 Гидравлическая система ковочного пресса
Гидравлическая система ковочного пресса -
 Гидравлическая насосная станция
Гидравлическая насосная станция -
 Маленькая машина для сухого льда
Маленькая машина для сухого льда -
 Электромагнитный реверсивный клапан
Электромагнитный реверсивный клапан -
 Гидравлический цилиндр MOB с задним одноушковым креплением
Гидравлический цилиндр MOB с задним одноушковым креплением -
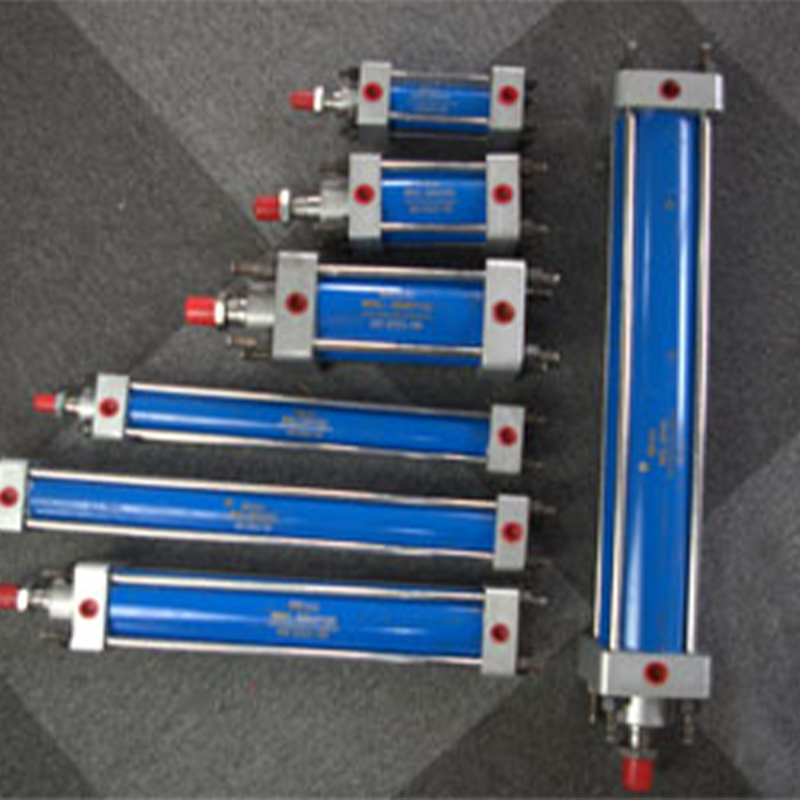
 Стандартный цилиндр MOB
Стандартный цилиндр MOB -
 Задний одноуховый цилиндр HOB
Задний одноуховый цилиндр HOB -
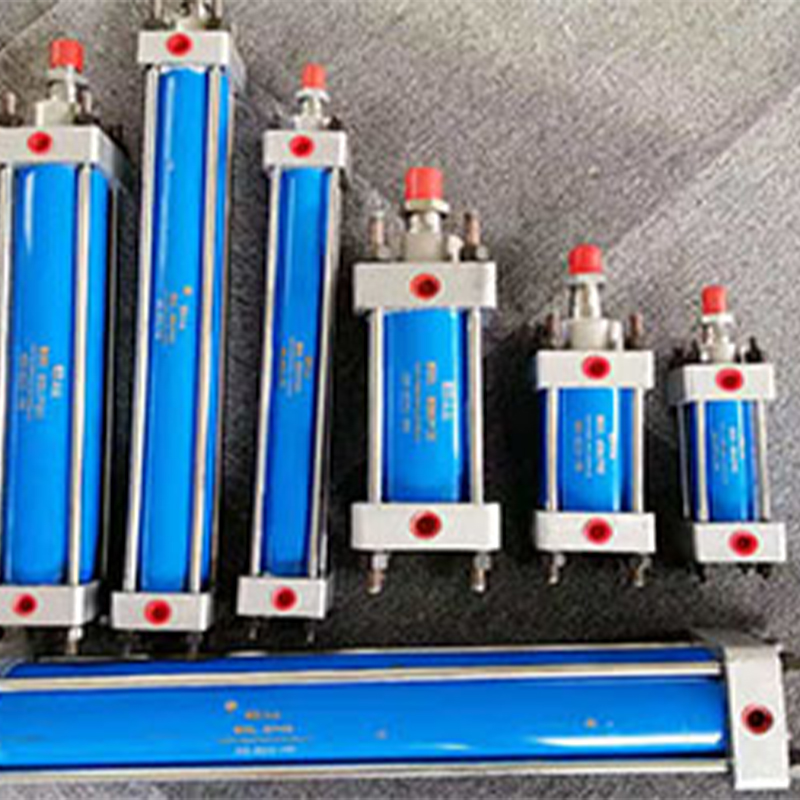
 Стандартный цилиндр HOB
Стандартный цилиндр HOB
Связанный поиск
Связанный поиск- OEM гидравлический цилиндр 30t
- Поставщики низкотемпературных гидравлических станций
- Дешевый криогенный лопастной насос
- Ведущий покупатель гидравлических коллекторов
- Гидравлический интегрированный масляный дорожный блок
- Поставщики моторов для поршневых насосов
- Отличный цилиндр сельскохозяйственной техники
- труба бесшовная 8732 78
- Китайские лопастные насосы среднего давления
- Дешевый гидравлический предохранительный клапан

