

OEM гидравлический центр
Когда слышишь 'OEM гидравлический центр', первое, что приходит в голову — это какая-то крупная сборочная площадка с конвейером, где штампуют серийные гидроцилиндры или насосы под чужим брендом. Но в реальности, особенно в нашем сегменте — обслуживании и решении нестандартных задач — всё гораздо тоньше. Часто под этим термином скрывается не производство с нуля, а глубокое переоснащение, адаптация или даже создание 'гибридных' решений на базе существующих платформ. Многие клиенты, особенно те, кто сталкивается с проблемой впервые, думают, что OEM — это просто замена детали на аналогичную с другим логотипом. А на деле это может быть полная переработка гидравлической схемы под конкретный станок, который уже лет двадцать не выпускается.
Мой опыт и типичные заблуждения
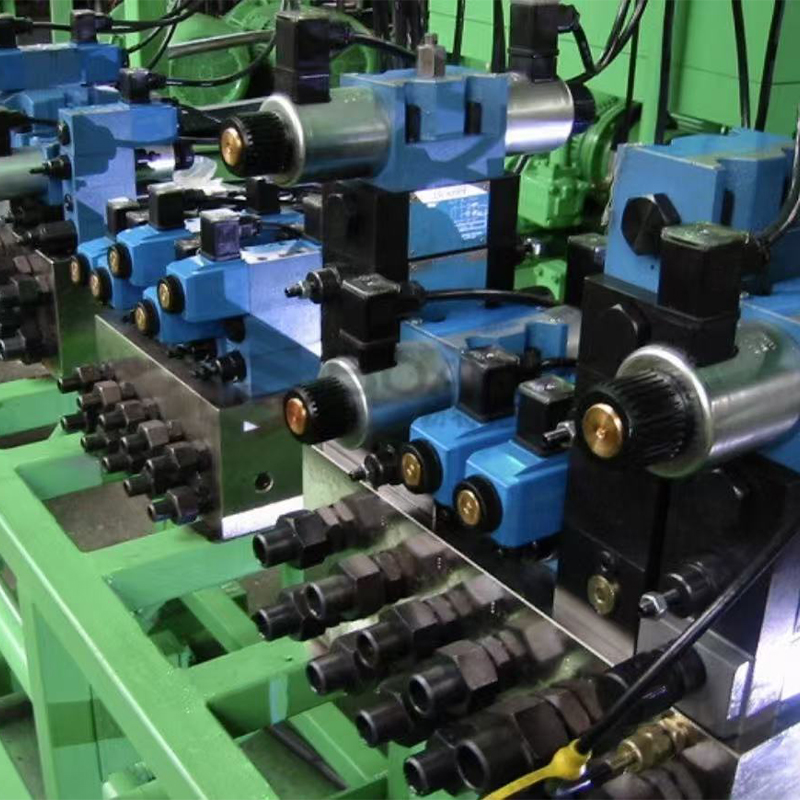
Работая в связке с командой, например, как ООО Циндао Байши Чэн Гидравлические Технологии Применение, постоянно сталкиваешься с запросами: 'нам нужен OEM-блок управления для пресса 90-х годов'. И начинаешь выяснять. Оказывается, родной блок давно не выпускается, документация утеряна, а интерфейсы — вообще экзотика. Вот здесь и начинается работа настоящего OEM гидравлический центр — не просто подобрать коробку с проводами, а понять логику работы старой системы, сохранить её 'душу', но встроить современные контроллеры, датчики, может быть, даже добавить частотное преобразование для двигателей. Это не сборка, а скорее хирургия.
Был случай на одном из деревообрабатывающих комбинатов. Гидравлический привод подачи бревна работал с рывками, система управления — на релейной логике, половина контактов подгорела. Заказчик хотел 'просто заменить блок на новый'. Но после диагностики стало ясно: проблема не в блоке, а в несоответствии старой гидравлики и современных требований к точности позиционирования. Пришлось фактически спроектировать новый гидравлический центр с сервоприводным управлением, но вписать его в габариты старого шкафа и сохранить подключение к механике. Это и есть OEM-подход — когда решение рождается из constraints, из ограничений, а не с чистого листа.
Частая ошибка — считать, что OEM означает низкое качество или 'неоригинальность'. В гидравлике, особенно когда речь идёт о восстановлении или модернизации оборудования, часто бывает наоборот. Оригинальный узел мог иметь конструктивные слабости, которые стали видны только через годы эксплуатации. И при OEM-подходе у тебя есть шанс эти слабости устранить — усилить стенку бака, заменить тип уплотнений, поставить фильтр тонкой очистки там, где его не было. По сути, ты создаёшь продукт, который лучше оригинала, но формально он остаётся 'заменой'. Это тонкий момент, который не все ценят.
Практические аспекты и 'подводные камни'
Один из ключевых моментов в работе — это наличие или отсутствие технической документации. Идеальный случай — когда есть чертежи, схемы, спецификации. Но чаще бывает так: приезжаешь на объект, а там стоит агрегат, который обслуживали 'деды', все надписи стёрты, трубки переварены по пять раз. Вот тут и начинается детектив. Нужно трассировать гидролинии, замерять давления в разных точках, понимать логику работы клапанов. Иногда помогает старая литература или форумы специалистов, но чаще — только опыт и метод проб. Например, при модернизации гидравлики токарного станка мы потратили два дня только на то, чтобы понять, зачем в схеме был лишний редукционный клапан. Оказалось, он был установлен 'на всякий случай' лет двадцать назад и фактически не работал, но просто так убрать его было нельзя — могла нарушиться балансировка системы.
Ещё один аспект — совместимость материалов и рабочих жидкостей. Старые советские станки часто рассчитывались на масло И-20, а сейчас заливают современные синтетические или полусинтетические жидкости. Уплотнения из обычной резины могут разбухать или, наоборот, усыхать. При OEM-поставке или переборке узла это нужно учитывать. Приходится подбирать материалы уплотнений, которые совместимы и с остатками старой жидкости в системе, и с новой, которую планируют заливать. Мелочь? Но из-за неё может потечь только что собранный гидравлический центр через месяц работы.
Сложности с поставками компонентов. Не всегда можно найти точный аналог клапана или гидроцилиндра. Иногда оригинальный производитель уже прекратил выпуск, а аналоги имеют другие присоединительные размеры или характеристики. Тогда начинается подгонка — изготовление переходных плит, изменение схемы подключения. Это увеличивает время и стоимость работы, но зато система будет работать. Клиентов это иногда раздражает — они ждут 'простого решения', но в реальности простота в гидравлике часто обманчива.
Сервис и долгосрочная поддержка
Для меня как для специалиста, который плотно сотрудничает с компаниями, занимающимися техническим обслуживанием (как та же ООО Циндао Байши Чэн Гидравлические Технологии Применение, с её 20-летним опытом), важно не просто 'сдать объект'. Важно, чтобы решение было обслуживаемым в будущем. Значит, при разработке OEM-узла нужно закладывать возможность диагностики, предусматривать точки для замера давления, делать разъёмные соединения там, где это возможно, а не всё заваривать наглухо. И обязательно оставлять документацию — даже если это просто фотографии и рукописные схемы с пояснениями. Потому что через пять лет может прийти другой инженер, и он должен понять, что и как тут устроено.
Бывает, что после модернизации клиент через некоторое время хочет добавить функцию — например, автоматический контроль температуры масла или подключение к системе SCADA. Если изначально был выбран гибкий подход, с использованием современных контроллеров с запасом по входам/выходам, это делается относительно легко. Если же всё было сделано 'по минимуму', только чтобы заработало, то добавление даже простого датчика превращается в большую проблему. Поэтому в настоящем OEM гидравлический центр подходе нужно думать на шаг вперёд, даже если заказчик об этом прямо не просит. Это вопрос профессиональной ответственности.
Обучение персонала заказчика — тоже часть работы. Можно сделать идеальную систему, но если операторы будут неправильно её эксплуатировать (например, не следить за уровнем фильтров, игнорировать шумы), всё быстро выйдет из строя. Поэтому я всегда стараюсь провести хотя бы короткий инструктаж, показать, на что обращать внимание. Иногда даже оставляю памятку — 'если происходит то-то, проверьте в первую очередь это'. Это снижает количество аварийных вызовов в будущем.
Примеры из практики и неудачи
Расскажу про один проект, который, можно сказать, не совсем удался, но стал хорошим уроком. Задача была — модернизировать гидравлику гильотинных ножниц. Старая система была на базе шестерённого насоса и простейшего золотникового распределителя. Клиент хотел увеличить скорость работы и точность позиционирования ножа. Мы предложили схему с аксиально-поршневым насосом с электронным управлением и сервоклапаном. Всё смонтировали, настроили — на испытаниях работало идеально. Но через три месяца — звонок: система 'зависает', насос шумит. Приехали, разобрались. Оказалось, в цеху сильно повышенная запылённость, и тонкая электроника сервоклапана забилась пылью, хотя он и был в корпусе IP54. Пришлось дополнительно ставить систему принудительного обдува с фильтрами. Вывод: при OEM-решениях нужно очень внимательно изучать условия эксплуатации, не только технические параметры. То, что работает в чистом цеху, может отказать в условиях пыли, влаги или вибрации.
А вот позитивный пример — работа с гидравлическим прессом для прессовки порошковых материалов. Там стоял морально устаревший блок управления, который часто выходил из строя. Заказчик рассматривал вариант покупки нового пресса, но это было очень дорого. Мы, по сути, создали новый OEM гидравлический центр управления: взяли современный ПЛК, частотные преобразователи для насосных двигателей, датчики давления с цифровым выходом. Всё это разместили в старом шкафу, переделали только панель оператора. Система получилась не только надёжнее, но и энергоэффективнее — за счёт частотного регулирования расход электроэнергии снизился почти на 25%. Клиент был доволен, оборудование работает уже больше четырёх лет без серьёзных сбоев. Это тот случай, когда OEM-решение дало вторую жизнь дорогостоящему станку.
Ещё один момент, о котором редко говорят, — это психология принятия решений на стороне заказчика. Иногда технически оптимальное решение — полная замена гидростанции. Но руководство предприятия может не выделить на это средства. Тогда ты как специалист должен найти компромисс: что можно сделать в рамках бюджета, чтобы хотя бы улучшить ситуацию? Может быть, заменить только самый проблемный узел, поставить дополнительные фильтры, добавить систему охлаждения? Это тоже часть работы — не просто предлагать идеальное, а предлагать реализуемое и объяснять последствия того или иного выбора.
Вместо заключения: что такое OEM-подход сегодня
Так что же такое OEM гидравлический центр в моём понимании сейчас? Это не столько место, сколько подход. Подход, который сочетает глубокое понимание legacy-оборудования, умение интегрировать современные компоненты (те же сервоприводы, частотные преобразователи, о которых говорит в своей деятельности ООО Циндао Байши Чэн Гидравлические Технологии Применение) и главное — ориентацию на конкретную задачу и условия заказчика. Это не про каталоги и стандартные решения, это про анализ, адаптацию и иногда про творчество в рамках технических требований.
Этот подход требует от инженера не только знаний гидравлики, но и основ механики, электрики, даже немного программирования контроллеров. Нужно уметь читать между строк в требованиях заказчика, видеть не только явные, но и скрытые проблемы. И, конечно, нужно иметь доступ к надёжной компонентной базе и производственным возможностям для изготовления нестандартных деталей — переходников, плит, кронштейнов.
В итоге, ценность такого центра — не в том, чтобы штамповать одинаковые узлы, а в том, чтобы каждый раз находить баланс между 'как было', 'как должно быть' и 'как можно сделать в данных условиях'. Это сложно, не всегда предсказуемо, но именно это делает работу интересной и востребованной. И пока существует старое оборудование, которое нужно поддерживать в рабочем состоянии или модернизировать, потребность в таких решениях — и в специалистах, которые могут их реализовать, — будет только расти.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
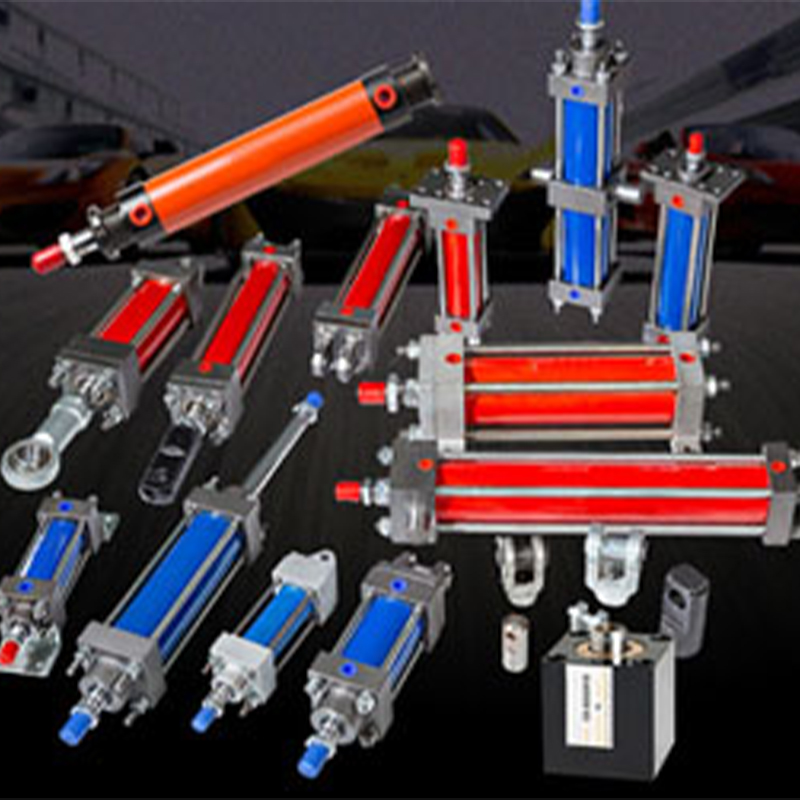
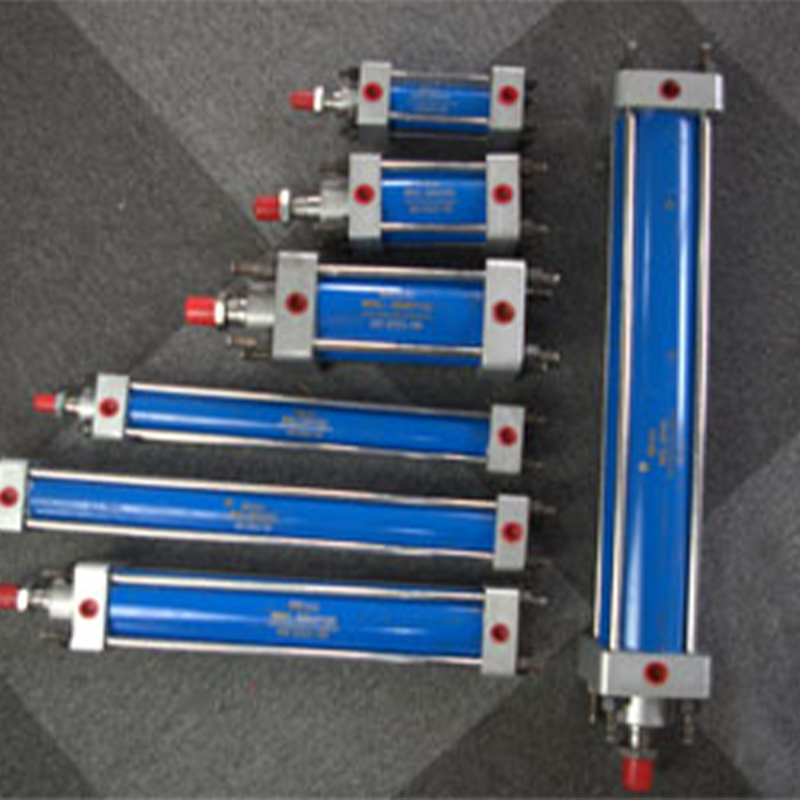
 Регулируемый цилиндр HOB
Регулируемый цилиндр HOB -
 Система постоянного напряжения карбонизации графитовых электродов
Система постоянного напряжения карбонизации графитовых электродов -
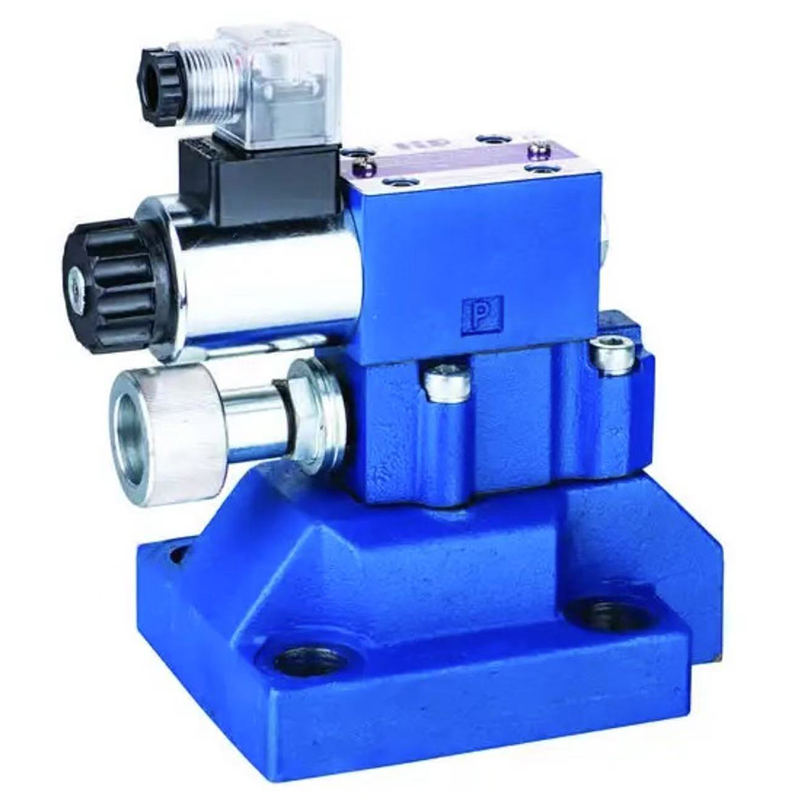 Электромагнитный переливной клапан
Электромагнитный переливной клапан -
 Передний фланевой цилиндр MOB
Передний фланевой цилиндр MOB -
 Второе поколение небольших гранул для сухого льда
Второе поколение небольших гранул для сухого льда -
 Гидравлическая насосная станция
Гидравлическая насосная станция -
 Машина для блокировки сухого льда
Машина для блокировки сухого льда -
 Индивидуальные все виды гидравлических интегрированных блоков
Индивидуальные все виды гидравлических интегрированных блоков -
 Задний одноуховый цилиндр HOB
Задний одноуховый цилиндр HOB -
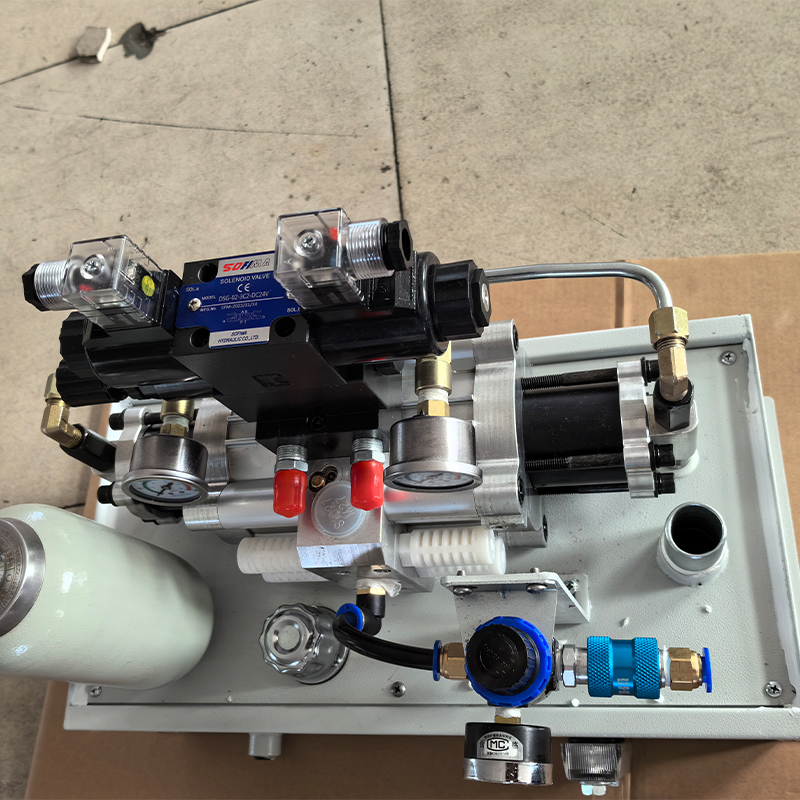 Пневматическая гидравлическая станция
Пневматическая гидравлическая станция -
 Гидравлическая система заклетарного оборудования
Гидравлическая система заклетарного оборудования -
 Гидравлическая система ребристой медной трубы
Гидравлическая система ребристой медной трубы
Связанный поиск
Связанный поиск- Цена на прецизионные бесшовные трубы для горнодобывающей промышленности
- Установки для прессов
- Превосходные бесшовные прецизионные трубы для горнодобывающей промышленности
- Пресс для сухого льда
- OEM пневматическая гидравлическая система
- дешевые бесшовные трубы 8734 75
- Поставщики бесшовных труб для гидравлики
- Ведущий покупатель гидравлической энергии
- Китайский гидравлический блок масляного контура
- Производители гидравлических шлангов

