

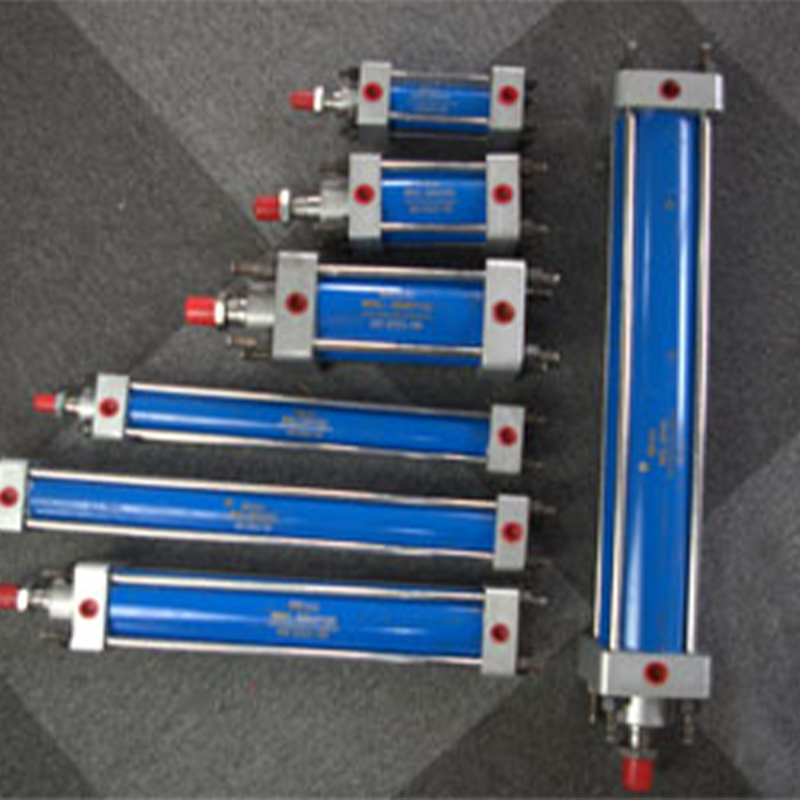
OEM гидравлический рабочий цилиндр
Когда говорят про OEM гидравлический рабочий цилиндр, многие сразу думают про чертежи и допуски. Да, это основа, но не всё. Частая ошибка — считать, что если геометрия совпадает, то и цилиндр будет работать. На деле, важнее часто то, что в чертежах не указано: качество обработки поверхности штока, нюансы уплотнений, даже марка стали. Работая с разными производителями, видел, как один и тот же чертёж даёт совершенно разный ресурс.
Не только размеры: скрытые параметры OEM-поставки
Взять, к примеру, поставку для одного старого пресса. Заказчик прислал чертёж, всё по ГОСТу. Сделали, отгрузили. А через три месяца — течь по штоку. Стали разбираться. Оказалось, в оригинале стояло уплотнение от конкретного европейского производителя, а мы, следуя лишь размерам по чертежу, поставили аналог. Жёсткость материала была другой, и при частых циклах с ударной нагрузкой оно быстро ?просело?. Вот тебе и OEM гидравлический рабочий цилиндр — казалось бы, заменили деталь, а она не работает в системе.
После этого случая мы в компании, ООО Циндао Байши Чэн Гидравлические Технологии Применение, выработали правило: при любом OEM-запросе задаём вопросы. Какие нагрузки? Динамические или статические? Есть ли ударные импульсы? Температурный режим? Без этого диалога делать цилиндр просто по чертежам — это лотерея. Наш опыт в 20 лет как раз и показывает, что техническое обслуживание начинается с правильного понимания задачи на этапе производства, а не после поломки.
Ещё один момент — обработка штока. Можно сделать по 9-му классу шероховатости, как часто пишут в требованиях. Но если полировка выполнена с мелкими рисками вдоль хода, это одно. А если есть микронеровности поперёк — они как напильник будут работать по манжете. Визуально разницы нет, а на ресурс влияет катастрофически. Приходилось видеть такие образцы от других поставщиков — заказчик экономил, а потом платил вдвойне за простой.
Материалы и их ?неочевидность?
Сталь для гильзы — казалось бы, всё просто. Но вот пример: для цилиндра высокого давления (свыше 300 бар) часто выбирают сталь 45. Но если в системе бывают гидроудары, а стенка гильзы тонковата по расчёту, может появиться усталостная трещина. Мы в таких случаях, особенно для ответственных применений, советуем переходить на легированные стали, типа 40Х, и обязательно делать термообработку. Это удорожает продукт, но зато избавляет от внезапных аварий.
Кстати, про уплотнения. Стандартный набор NBR под минеральное масло. Но если в системе используется, например, HFD-жидкость или среда с высокой температурой (под 100°C), то это уже нужно FKM (витон). А если в среде есть абразивная пыль, как в горнодобывающей технике, то нужны ещё и дополнительные грязесъёмники, причём их конструкция имеет значение. Однажды переделывали цилиндр для экскаватора именно из-за этого — пыль выводила из строя стандартные уплотнения за месяц.
Здесь как раз пригождается специализация нашей команды. Мы не просто производим цилиндры, а занимаемся комплексно гидравликой, пневматикой и сервоприводами. Поэтому можем оценить, как цилиндр будет вести себя в контуре, с каким насосом и распределителем он работает. Это целостный взгляд, который редко бывает у чисто сборочного производства.
Сборка и испытания: где теряется качество
Самая критичная фаза — сборка. Чистота сборки — это не пустые слова. Видел цеха, где цилиндры собирают рядом с токарными станками, без завесы. Мелкая стружка и пыль попадают внутрь, и потом клиент получает задиры на зеркале гильзы уже на обкатке. У нас на bschydraulic.ru этому уделяется особое внимание — зона сборки отделена, есть требования к чистоте. Это базовое, но почему-то многие экономят на организации пространства.
Испытания. Стандарт — это прокачка под давлением. Но мы всегда настаиваем на ходовых испытаниях под нагрузкой, хотя бы на стенде. Бывает, что цилиндр держит давление статически, а при движении под нагрузкой начинает подтравливать из-за перекоса или неидеальности направляющих. Это можно отловить только в динамике. Да, это время и ресурсы, но это страхует и нас, и клиента от проблем на объекте.
Один из наших принципов, выросших из двадцатилетнего опыта техобслуживания, — думать, как ремонтник. Когда собираешь новый гидравлический рабочий цилиндр, нужно представлять, как его будут разбирать через пять лет. Делать так, чтобы были технологические пазы для съёмников, чтобы резьбовые соединения не ?закипали?, чтобы была возможность заменить уплотнения без специального инструмента. Это кажется мелочью, но для клиента, который эксплуатирует технику, такая предусмотрительность бесценна.
Логистика и упаковка — последний рубеж
Казалось бы, сделали, испытали, можно отгружать. Но нет. Сколько раз видел, как прекрасно изготовленный цилиндр приходил к заказчику с погнутым штоком или со сколами на поршне из-за плохой упаковки. Особенно это касается длинноходовых моделей. Мы используем деревянные кондукторы с креплением за проушины и фланцы, а шток дополнительно закрываем жёстким чехлом. И обязательно вкладываем паспорт с параметрами и рекомендациями по первому запуску.
Важный момент для OEM-поставок — маркировка. На каждом цилиндре должна быть четкая табличка с серийным номером, давлением, диаметром. Это не только для учёта, но и для будущего обслуживания. Если клиент через год запросит аналогичный или ему нужно будет сообщить данные для подбора уплотнений, эта информация должна быть легкочитаемой. Мы даже практикуем нанесение QR-кода с ссылкой на электронную карту изделия, где хранятся все данные, вплоть до сертификатов на материалы.
В этом плане, подход ООО Циндао Байши Чэн Гидравлические Технологии Применение как команды, которая сама занимается и обслуживанием, очень помогает. Мы знаем, какая информация критична для ремонтника в поле, и закладываем её в продукт с самого начала.
Выводы, которые не пишут в каталогах
Итак, что такое хороший OEM-цилиндр? Это не стопроцентное соответствие чертежу. Это устройство, которое сделано с пониманием того, как и где оно будет работать. Которое собрано в чистоте, испытано в условиях, приближенных к реальным, и упаковано так, чтобы дойти в целости. И которое спроектировано с мыслью о будущем ремонте.
Часто клиенты ищут просто ?сделать по образцу?. Но наша задача, как профессионалов, — иногда задать неудобные вопросы и предложить решения, которых нет в исходном задании. Потому что через полгода именно нас будут вызывать, если что-то пойдёт не так. Доверие, которое мы зарабатывали 20 лет в гидравлике, дороже сиюминутной выгоды от простой копии.
Поэтому, когда речь заходит о следующем проекте с OEM гидравлическим рабочим цилиндром, я всегда советую коллегам и заказчикам: смотрите глубже размеров. Смотрите на опыт команды, на её подход к испытаниям и, что немаловажно, на готовность нести ответственность за продукт в его жизненном цикле. Вот это и есть настоящая ценность, а не просто цена за тонну металла.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Второе поколение небольших гранул для сухого льда
Второе поколение небольших гранул для сухого льда -
 Пресс
Пресс -
 Гидравлический цилиндр MOB с задним одноушковым креплением
Гидравлический цилиндр MOB с задним одноушковым креплением -
 Цилиндр подставки MOB
Цилиндр подставки MOB -
 Набор двигателя плунжерного насоса высокого давления
Набор двигателя плунжерного насоса высокого давления -
 Задний одноуховый цилиндр HOB
Задний одноуховый цилиндр HOB -
 Передний фланевой цилиндр MOB
Передний фланевой цилиндр MOB -
 Гидравлическая система ребристой медной трубы
Гидравлическая система ребристой медной трубы -
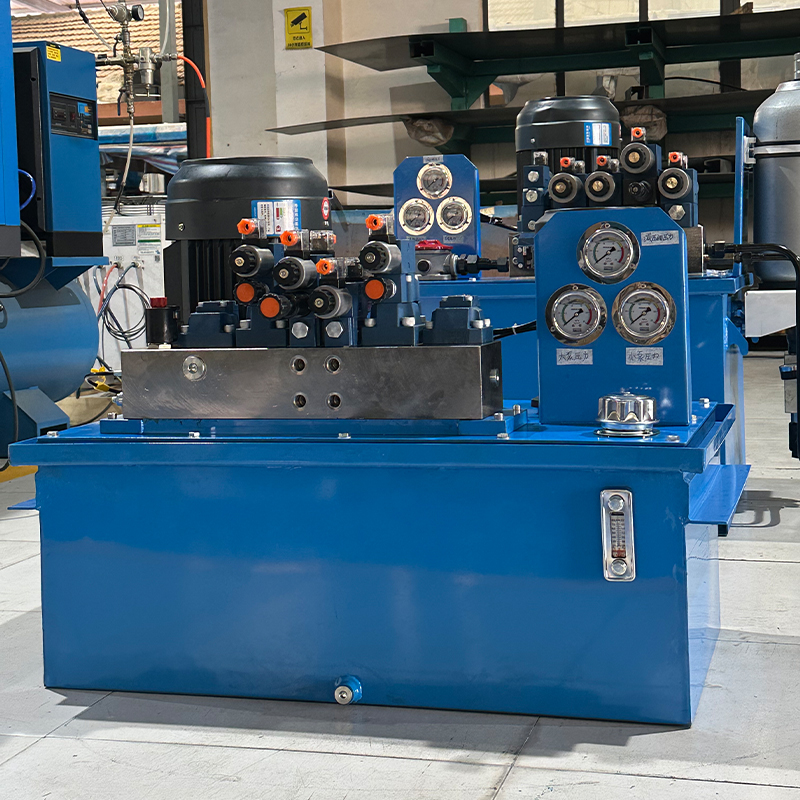 Гидравлическая станция станка станка
Гидравлическая станция станка станка -
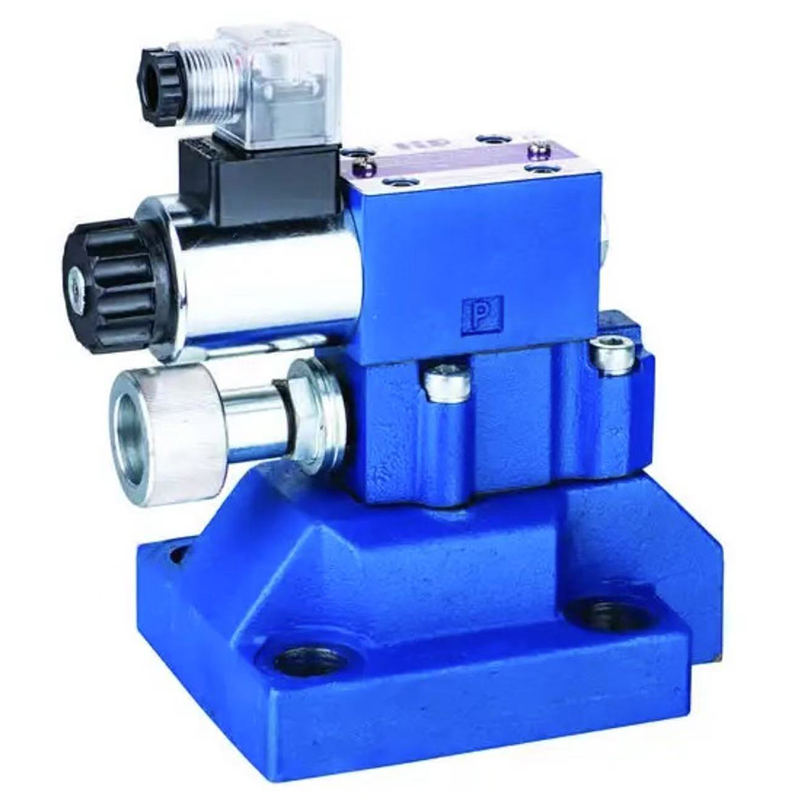 Электромагнитный переливной клапан
Электромагнитный переливной клапан -
 Регулируемый цилиндр HOB
Регулируемый цилиндр HOB -
 Гидравлическая станция с воздушным охлаждением
Гидравлическая станция с воздушным охлаждением
Связанный поиск
Связанный поиск- Отличный гидравлический пропорциональный клапан
- Ведущий покупатель небольших машин для производства сухого льда
- Ведущие предохранительные клапаны
- Китайские бесшовные трубы для нефти
- Оптом бесшовная труба для кораблей
- Поставщики гидравлических систем для сельскохозяйственной техники
- Бесшовная стальная труба из Китая
- Ведущие шестеренные насосы
- Производители предохранительных клапанов
- OEM большая машина сухого льда

