

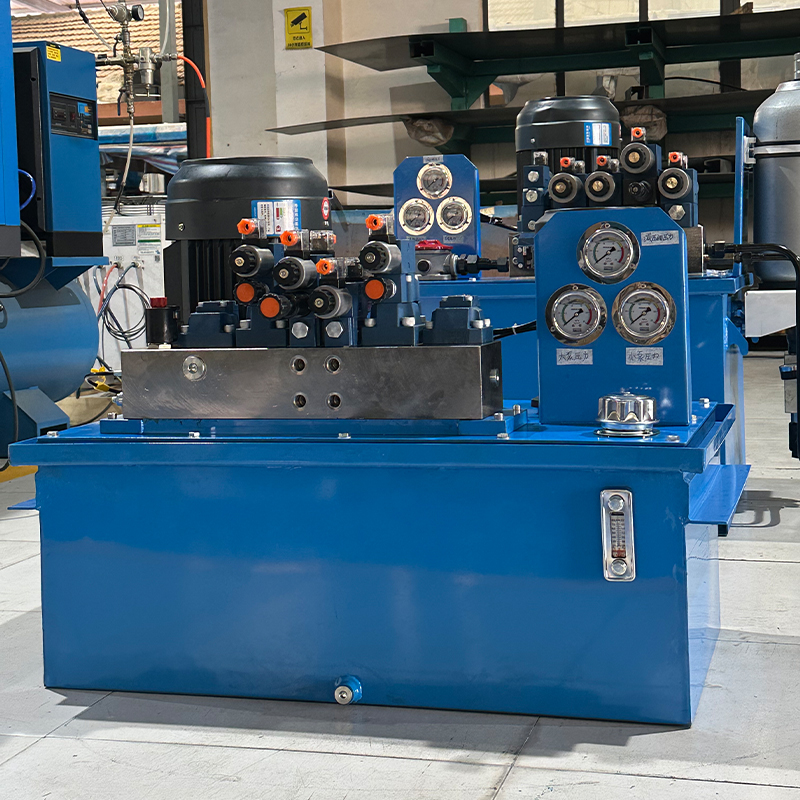
OEM гидравлическая насосная станция
Когда говорят про OEM гидравлическую насосную станцию, многие сразу думают о сборке из каталога — взял насос, бак, клапаны, соединил, и готово. Но в этом и кроется главная ловушка. За годы работы я видел десятки случаев, когда ?стандартное? OEM-решение отказывало под реальной нагрузкой не потому, что компоненты плохие, а потому что сборка и адаптация под конкретный агрегат были выполнены без понимания его рабочих циклов. Особенно это касается нестационарного применения, например, в мобильной технике. Тут важен не просто набор деталей, а именно станция как единая система, где все элементы подобраны и настроены друг под друга. И часто именно этот системный подход и является тем самым ?OEM?, за который платит заказчик, а не просто бренд на корпусе насоса.
Разбор понятия: между каталогом и реальным проектом
Вот смотрите. Приходит заказ: нужна гидростанция для испытательного стенда. Давление, литраж, тип насоса — всё есть в ТЗ. Казалось бы, открываешь каталог OEM гидравлическая насосная станция от какого-нибудь известного производителя, находишь подходящую по параметрам модель и предлагаешь. Но именно здесь многие и спотыкаются. В каталоге указаны идеальные, лабораторные условия. А на стенде будут резкие пуски-остановки, возможны гидроудары, температура в цехе летом поднимается под 35. Если не заложить эти нюансы в проект, станция либо будет шуметь как самолёт, либо перегреется, либо клапаны начнут ?петь?.
Я всегда настаиваю на глубоком обсуждении не только параметров, но и реального места установки, режима работы, квалификации персонала, который будет её обслуживать. Была история, когда для лесозаготовительной машины поставили станцию с отличным аксиально-поршневым насосом, но с баком без надлежащей системы охлаждения и очистки. В итоге — быстрый износ из-за попадания мелкой стружки и перегрев масла. Оказалось, заказчик просто не сообщил о специфике среды, а мы не додумались спросить. Урок на будущее: диалог важнее каталога.
Поэтому для меня OEM гидравлическая насосная станция — это не продукт из коробки, а процесс. Проектирование, подбор совместимых компонентов (иногда от разных вендоров), расчёт теплового баланса, продумывание сервисных точек. Именно такой подход практикуют, к примеру, в ООО Циндао Байши Чэн Гидравлические Технологии Применение. На их сайте bschydraulic.ru видно, что они не просто продают оборудование, а делают упор на техническое обслуживание и применение технологий — а это как раз говорит о системном, а не каталогном подходе к решениям.
Ключевые узлы, на которых нельзя экономить
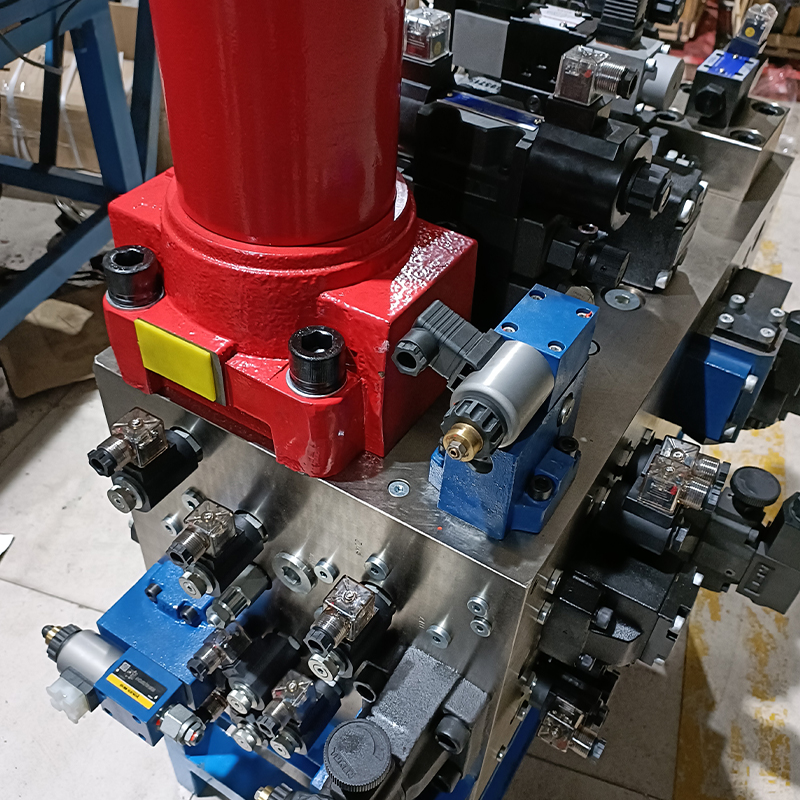
Если выделять по важности, то первое — это, как ни банально, бак и система фильтрации. Насос все рассматривают, мотор выбирают, а на бак смотрят как на ?железную бочку?. А ведь от его конструкции, расположения перегородок, качества сварных швов зависит деаэрация масла и охлаждение. Плохой бак — и в системе всегда будет немного эмульсии и пены, что убивает насос и сервоклапаны в долгосрочной перспективе. Мы однажды переделали станцию, просто заменив штатный бак на изготовленный по нашему чертежу, с правильным отражателем и зоной возврата. Шумность упала, температура стабилизировалась.
Второй момент — система управления. Часто в OEM-поставках идёт простейший пускатель. Но для станций с переменной нагрузкой уже нужен частотный преобразователь, чтобы избежать холостых ходов и экономить энергию. Компания ООО Циндао Байши Чэн в своей деятельности как раз указывает на специализацию в частотном преобразовании — и это неспроста. Внедрение ЧПП, особенно в связке с датчиком давления, может увеличить начальную стоимость станции на 15-20%, но окупается за год-два за счёт ресурса оборудования и экономии электроэнергии. Но попробуй объясни это заказчику, который хочет ?минимум вложений?.
И третье — сервисопригодность. Клапаны должны стоять так, чтобы к ним был доступ ключом, фильтры — чтобы их можно было поменять без полного слива масла, датчики — с разъёмными соединениями. Казалось бы, мелочи. Но когда на объекте приходится часами разбирать конструкцию, чтобы добраться до сливного фильтра, понимаешь, что проектировщик этой гидравлической насосной станции явно никогда сам её не обслуживал. Опыт сервисной команды, как у упомянутой компании с 20-летним стажем в техобслуживании, здесь бесценен — они знают эти боли и могут заложить правильные решения на этапе проектирования OEM-продукта.
Реальные кейсы и типичные ошибки интеграции
Приведу пример из практики. Делали станцию для пресса. Всё рассчитали, поставили хороший шестерённый насос, клапанную аппаратуру. После запуска начались проблемы: при достижении давления в 250 бар станция ?срывалась?, был характерный стук. Долго искали причину — проверяли клапаны, насос. Оказалось, что трубка от слива клапана разгрузки в бак была слишком длинной и имела несколько изгибов. Создавалось противодавление на сливе, клапан не мог полноценно открыться и стабилизировать давление. Заменили трубку на более короткую и прямую — проблема исчезла. Мелочь? Да. Но именно из таких мелочей и состоит надёжная работа всей системы.
Другая частая ошибка — неучёт инерции жидкости в длинных гидролиниях. Если станция стоит в одном месте, а гидроцилиндр — в трёх метрах от неё, и нужна точная позиция, то без демпфирования или дополнительных аккумуляторов могут быть проблемы. Один раз пришлось допиливать станцию уже на объекте, устанавливая небольшой аккумулятор непосредственно возле цилиндра для гашения пульсаций и микроподвижек. Это не было указано в первоначальном ТЗ, но без этого агрегат не мог выполнять свою функцию. Теперь при обсуждении проектов всегда задаю вопрос о длине трасс и требуемой точности позиционирования.
И, конечно, история с совместимостью масел. Поставили станцию, залили рекомендованное производителем насоса масло. Но в системе были уплотнения от другого производителя, для которых это масло оказалось агрессивным. Через месяц начали течь штоки. Пришлось полностью менять масло на совместимый тип и менять часть манжет. Теперь в документации к каждой собранной нами OEM станции обязательно прикладываем рекомендации не только по марке масла, но и по проверке совместимости с материалами уплотнений клиентской стороны.
Подход к обслуживанию как часть OEM-философии
Многие считают, что OEM — это ответственность производителя только до момента отгрузки. Это в корне неверно. Настоящая OEM-философия подразумевает ответственность за жизненный цикл изделия. То есть станция должна быть не только правильно спроектирована и собрана, но и должна иметь понятную сервисную документацию, доступность запчастей и, желательно, возможность удалённого мониторинга основных параметров.
Вот здесь как раз видна разница между просто сборочной мастерской и технологической компанией. Если взять информацию с сайта bschydraulic.ru, то видно, что ООО Циндао Байши Чэн Гидравлические Технологии Применение позиционирует себя именно как команда специалистов по применению технологий, с фокусом на обслуживание. Это говорит о том, что они, скорее всего, предлагают не просто ?железо?, а комплекс: станция + рекомендации по эксплуатации + возможность дальнейшего сервиса. Для заказчика это часто важнее небольшой разницы в цене.
На практике это означает, что при проектировании мы, например, всегда оставляем резервные посадочные места для дополнительных датчиков (температуры, загрязнения), даже если они не заказаны изначально. Или используем разъёмные соединения там, где возможна будущая модернизация. Заказчик может не использовать эти возможности сейчас, но через два года, когда встанет вопрос о подключении к системе АСУ ТП, он будет благодарен, что не нужно переваривать всю конструкцию.
Взгляд в будущее: что меняется в требованиях к станциям
Сейчас тренд — на энергоэффективность и ?интеллект?. Простая станция с постоянным расходом и редукционным клапаном уже не котируется на многих рынках. Всё чаще запрашивают системы с переменным расходом на основе насосов с электронным управлением или связки ?обычный насос + частотник?. Это сложнее в настройке, требует другого уровня инженерной подготовки, но даёт существенную экономию.
Ещё один момент — материалы. Всё больше запросов на использование нержавеющей стали не только для бака, но и для трубопроводов, особенно в пищевой или фармацевтической промышленности. Это меняет подход к сварке, обработке поверхностей и, конечно, стоимости. Но это уже требование не инженерии, а стандартов отрасли, и его нельзя игнорировать.
И, наконец, цифровизация. Базовая станция теперь может поставляться с готовностью к подключению по промышленному Ethernet для передачи данных о наработке, температуре, давлении, счётчике моточасов. Это уже не экзотика, а постепенно становящаяся нормой опция для OEM гидравлической насосной станции среднего и высокого ценового сегмента. За этим будущее, и компаниям, которые хотят оставаться на рынке, придётся осваивать эти компетенции, сочетая традиционную гидравлику с современной электроникой и софтом. Главное — не гнаться за модой ради моды, а внедрять то, что действительно приносит пользу заказчику в его конкретных условиях.
Соответствующая продукция
Соответствующая продукция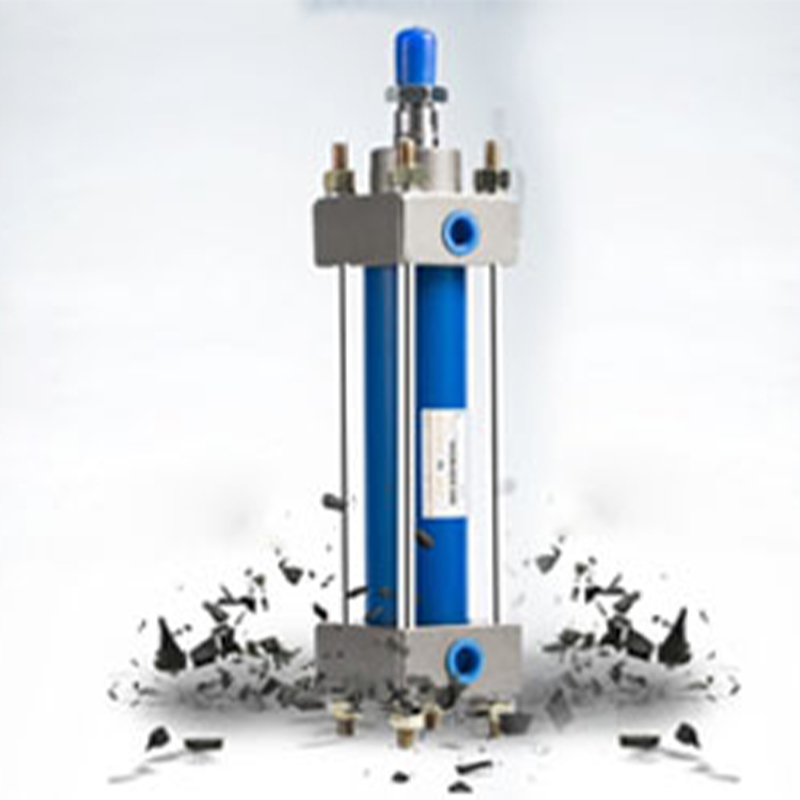





Самые продаваемые продукты
Самые продаваемые продукты-
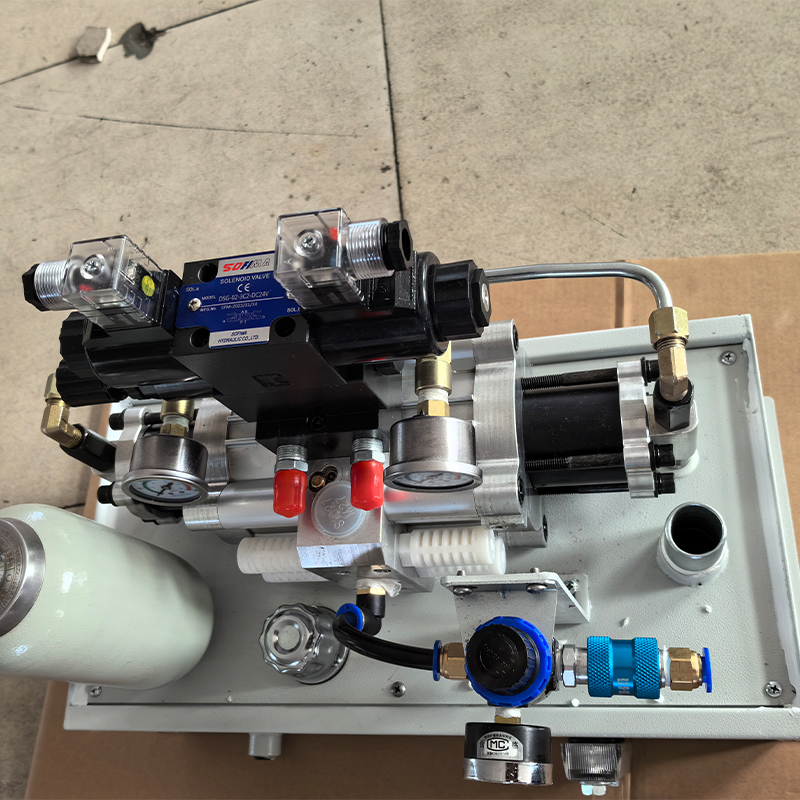 Пневматическая гидравлическая станция
Пневматическая гидравлическая станция -
 Передний фланевый цилиндр HOB
Передний фланевый цилиндр HOB -
 Индивидуальная гидравлическая станция
Индивидуальная гидравлическая станция -
 Гидравлическая система для тестирования авиационного двигателя
Гидравлическая система для тестирования авиационного двигателя -
 Гидравлическая система ребристой медной трубы
Гидравлическая система ребристой медной трубы -
 Гидравлическая интегрированная система горных электромобилей
Гидравлическая интегрированная система горных электромобилей -
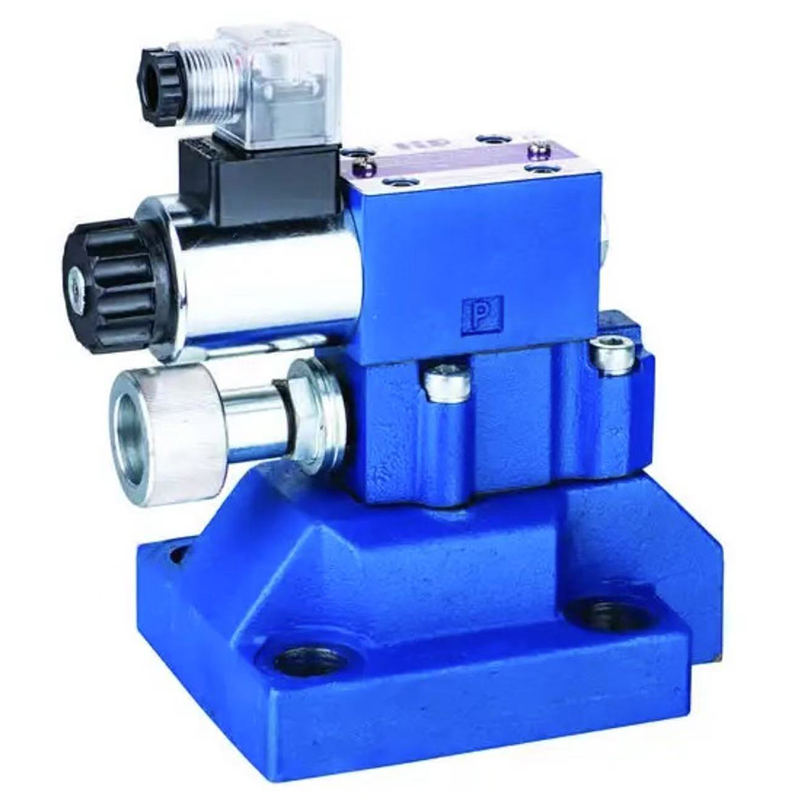 Электромагнитный переливной клапан
Электромагнитный переливной клапан -
 Бесшовная стальная труба
Бесшовная стальная труба -
 Электромагнитный реверсивный клапан
Электромагнитный реверсивный клапан -
 Гидравлическая система заклетарного оборудования
Гидравлическая система заклетарного оборудования -
 Машина для блокировки сухого льда
Машина для блокировки сухого льда -
 Гидравлическая станция станка станка
Гидравлическая станция станка станка
Связанный поиск
Связанный поиск- Китай датчик смещения гидравлический цилиндр
- Бесшовные горячедеформированные стальные трубы и трубки из Китая
- Превосходные трубы для травления и фосфатирования
- Купить прецизионный гидравлический фильтр
- OEM гидравлический фильтрующий элемент
- Оптом гидравлический цилиндр мтз
- Китайский гидравлический предохранительный клапан
- Ведущее горное оборудование
- Оптовая продажа прецизионных бесшовных труб для горнодобывающей промышленности
- Цены на четырехколонный пресс

