

Оптом фосфатированная труба с расточенным каналом для гидравлики
Когда слышишь ?оптом фосфатированная труба с расточенным каналом?, многие сразу думают о простой заготовке под цилиндры. Но здесь кроется первый подводный камень: не всякое фосфатирование одинаково, а расточка канала — это не просто увеличение диаметра. Часто заказчики, особенно те, кто только начинает собирать гидросистемы, экономят на этой позиции, а потом удивляются, почему шток ведёт или быстро появляется эрозия в канале. Я сам через это проходил, когда лет десять назад пытался использовать обычные бесшовные трубы с обычным покрытием для прессового оборудования. Результат был плачевен — уже через полгода активной работы начались утечки из-за неравномерного износа внутренней поверхности. Именно тогда я плотно занялся вопросом и начал сотрудничать со специализированными поставщиками, такими как ООО Циндао Байши Чэн Гидравлические Технологии Применение. Их подход к подготовке труб — это отдельная история, основанная именно на практике, а не на голых сертификатах.
Почему именно фосфатирование, а не просто оцинковка или покраска?
Здесь многие ошибаются, думая, что защита от коррозии — главная цель. Да, фосфатный слой, особенно цинк-фосфатный, действительно даёт хорошую антикоррозионную стойкость. Но в гидравлике ключевая его роль — это создание адгезионного подслоя для дальнейшей пропитки маслом и, что критично, снижение коэффициента трения при движении поршня. Без этого даже идеально расточенный канал со временем начинает работать как наждак по уплотнениям. Я видел образцы, где фосфатирование было сделано ?спустя рукава? — слой рыхлый, местами с потёками. В таком случае вся защита сходит уже после первых циклов работы.
В нашем цеху мы как-то получили партию труб от нового поставщика. Внешне — идеально, размеры в допуске. Но после монтажа в гидроцилиндры для лесозаготовительной машины начались проблемы с ?закусыванием?. Разобрали — а на внутренней поверхности видны микроскопические отслоения фосфатного слоя. Пришлось срочно искать замену. Обратились в ООО Циндао Байши Чэн, они тогда как раз подробно объяснили свой технологический цикл: подготовка поверхности травлением, многоступенчатое фосфатирование в ваннах с контролем температуры и концентрации, и обязательная промазка консервационным маслом. Это небыстрый процесс, но он того стоит.
Отсюда вывод: покупая фосфатированную трубу оптом, нужно требовать не только сертификат на химический состав стали, но и отчёт о контроле толщины и структуры фосфатного слоя. Лучше, если поставщик предоставит образцы для испытаний на истирание. Кстати, на сайте bschydraulic.ru есть хорошие технические заметки на эту тему — они не рекламные, а именно поясняющие, с графиками износа. Это полезно.
Расточка канала: точность — не единственный параметр
?Расточенный канал? — звучит просто, будто проход развёрткой. На деле, для гидравлики, где давления доходят до 300-400 бар, важна не только чистота поверхности (обычно стремятся к Ra 0.4-0.8), но и геометрическая точность по всей длине. Цилиндричность, отсутствие бочкообразности или конусности. Если канал имеет даже незначительную конусность, уплотнения поршня работают неравномерно, один край изнашивается быстрее. Мы однажды получили партию, где расточка была выполнена на устаревшем станке без ЧПУ — разница в диаметрах у торцов и в середине была в пределах допуска, но на пределе. В статике всё работало, но под динамической нагрузкой в системе высокого давления начались вибрации и перегрев масла.
Сейчас качественные поставщики, включая ООО Циндао Байши Чэн Гидравлические Технологии Применение, используют хонингование после расточки. Это даёт не просто гладкую, а именно структурированную поверхность с микро-западинами для удержания смазки. Разница в ресурсе уплотнений — в разы. При заказе оптом стоит уточнять, входит ли хонингование в процесс или это опция. Для большинства применений в промышленной гидравлике — обязательно.
Ещё один нюанс — торцевание и снятие фасок. Часто на это не обращают внимания, но если торец трубы не подготовлен правильно, приварка фланца или днища может привести короблению, и вся точность расточки пойдёт насмарку. Хорошо, когда труба поставляется уже с готовыми под сварку торцами — это экономит время на сборке.
Опыт закупок оптом: как не прогадать с партией
Покупать оптом фосфатированную трубу выгодно, но риски выше. Основная проблема — однородность качества по всей партии. Бывает, что проверяешь выборочно несколько труб из паллеты — всё отлично, а в середине паллеты попадаются экземпляры с внутренними рисками от неправильной транспортировки оправки. Поэтому важно прописывать в спецификации не только выборочный, а сплошной контроль внутренней поверхности, хоть визуальный, но с помощью эндоскопа. Крупные поставщики с именем, те же ООО Циндао Байши Чэн, обычно так и делают — у них это часть стандартного выходного контроля, о чём можно прочитать в разделе ?Контроль качества? на их сайте https://www.bschydraulic.ru. Это не просто слова — они выкладывают фото отчётов, это внушает доверие.
Ещё из практики: при заказе оптом всегда оговаривай условия хранения и упаковки. Фосфатированный слой гигроскопичен. Если трубы завернуты в обычную плёнку и хранятся в сыром складе, через месяц можно получить рыжие потёки. Правильно — это вакуумная упаковка или ингибиторная бумага плюс герметичные заглушки на торцах. На это тоже стоит обращать внимание.
И конечно, логистика. Длинномеры — всегда головная боль. Лучше, когда поставщик берёт на себя организацию транспорта и крепления. Однажды мы сами нанимали перевозчика, и трубы приехали с погнутыми концами — вся партия в брак. Теперь всегда работаем по условию FCA или DAP с завода поставщика.
Где это применяется: не только в классических цилиндрах
Основное применение, конечно, — гильзы для гидроцилиндров. Но есть и более специфичные области. Например, корпуса распределителей или блоки клапанов, где требуется точный канал для золотника. Или направляющие втягивающих цилиндров для спецтехники. Здесь требования к трубе ещё выше, так как часто работа идёт с ударными нагрузками.
Мы как-то делали проект по модернизации пресса. Там требовалась труба не просто с расточенным каналом, а с каналом, расточенным под определённым углом к внешней поверхности — для установки датчика положения. Сами мы такое не обработаем. Пришлось искать поставщика, который возьмётся за нестандартную обработку. Помогли в ООО Циндао Байши Чэн — у них оказалось соответствующее оборудование с ЧПУ и возможностью одновременной обработки с нескольких осей. Это спасло проект. Так что, если нужны нестандартные решения, лучше сразу обращаться к тем, кто специализируется на гидравлике комплексно, а не просто торгует металлопрокатом.
Ещё один кейс — ремонт импортной техники. Часто нужна труба-заменитель, а оригинал не поставить или ждать месяцами. Тогда на первый план выходит возможность изготовления по образцу или чертежу. И здесь важно, чтобы поставщик понимал, для чего именно нужна труба, какое там давление, среда (минеральное масло, HFA, HFC). От этого зависит выбор марки стали и тип фосфатирования. Специализированные компании, с их 20-летним опытом, как у команды bschydraulic.ru, обычно задают эти вопросы сразу, экономя время на согласованиях.
Выводы и личное мнение
Итак, фосфатированная труба с расточенным каналом — это не банальная заготовка, а высокотехнологичный полуфабрикат. Экономить на ней — значит, закладывать проблемы в будущую гидросистему. Ключевые моменты: качество и однородность фосфатного покрытия, точность и чистота расточки (в идеале с хонингованием), грамотная упаковка и логистика.
За годы работы я убедился, что надёжнее работать с поставщиками, которые сами разбираются в гидравлике, а не просто перепродают трубы. Потому что они понимают твои задачи и могут дать совет. Как те же ребята из ООО Циндао Байши Чэн Гидравлические Технологии Применение — их техническая поддержка реально помогает избежать ошибок на этапе проектирования и заказа.
В итоге, выбор прост: либо ты покупаешь ?просто трубу? и потом тратишь время и деньги на доводку и ремонты, либо сразу вкладываешься в качественный полуфабрикат от проверенного производителя. Для серийного производства или серьёзного ремонтного сервиса второй вариант — единственно верный. И да, всегда требуй реальные отчёты по контролю качества, а не красивые буклеты. Это правило спасло нас не раз.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Стандартный цилиндр HOB
Стандартный цилиндр HOB -
 Второе поколение небольших гранул для сухого льда
Второе поколение небольших гранул для сухого льда -
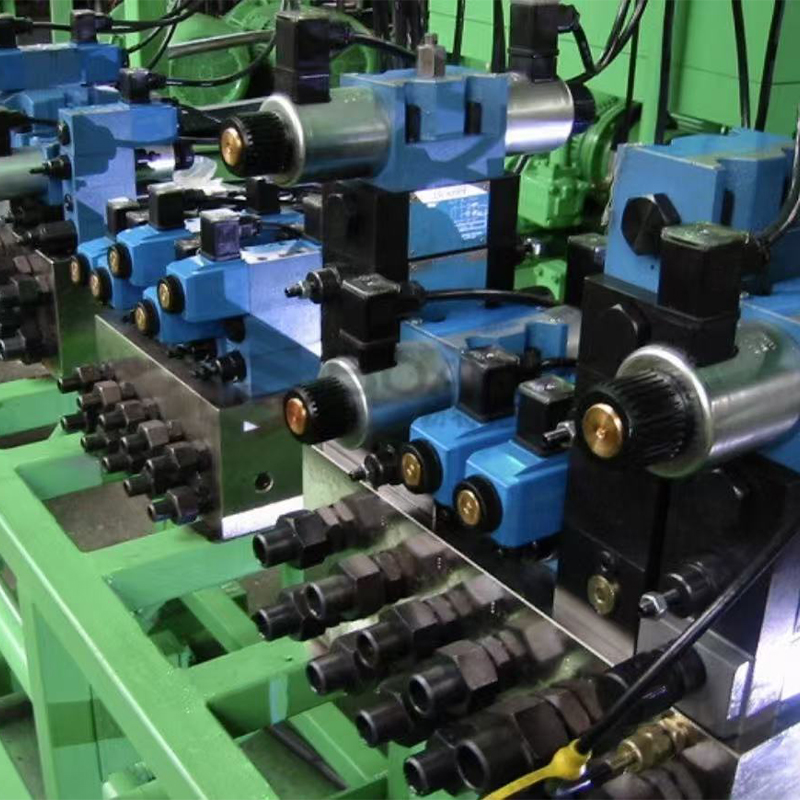
 Электромагнитный реверсивный клапан
Электромагнитный реверсивный клапан -
 Металлургическая гидравлическая система
Металлургическая гидравлическая система -
 Интегрированная гидравлическая система для линии формирования ствола
Интегрированная гидравлическая система для линии формирования ствола -
 Гидравлическая система ковочного пресса
Гидравлическая система ковочного пресса -
 Гидравлическая насосная станция
Гидравлическая насосная станция -
 Индивидуальная гидравлическая станция
Индивидуальная гидравлическая станция -
 Гидравлическая система для тестирования авиационного двигателя
Гидравлическая система для тестирования авиационного двигателя -
 Передний фланевый цилиндр HOB
Передний фланевый цилиндр HOB -
 Регулируемый цилиндр HOB
Регулируемый цилиндр HOB -
 Маленькая машина для сухого льда
Маленькая машина для сухого льда
Связанный поиск
Связанный поиск- цена гидравлических силовых агрегатов
- Высокое качество гидравлический цилиндр мтз
- Оптовый пропорциональный гидравлический цилиндр
- Купить специальный двигатель для плунжерного насоса
- Отличный двигатель для лопастного насоса
- Знаменитый фильтр гидравлического бака
- Купить бесшовную трубу
- OEM пользовательский гидравлический цилиндр
- OEM гидравлический цилиндр для пресса
- Дешевые Гидравлическая система для металлургического оборудования

