

Оптом гидравлический цилиндр металлургического оборудования
Когда говорят про оптовые поставки гидроцилиндров для металлургии, многие сразу думают о размерах и ценах. Но настоящая головная боль начинается не там. Часто упускают из виду, что 'металлургическое оборудование' — это не одна среда, а десятки: от разливных станов до прессов горячего брикетирования, и каждый тип требует своего подхода к гидравлике. Самый частый промах — пытаться подобрать цилиндр только по каталогу, без учета реальных циклов нагрузки и температурных скачков в цеху. Вот об этом и хочу порассуждать, исходя из того, что видел сам.
Почему специфика металлургии диктует особые требования
Работал с поставками на один из комбинатов по производству сортового проката. Заказчик изначально запросил стандартные гидравлические цилиндры для ремонта клетей. Казалось бы, бери типовые решения. Но когда начали анализировать отказы старых узлов, выяснилась деталь: основная проблема была не в уплотнениях, а в корпусе. Из-за постоянных тепловых ударов при смене плавок в зоне близкой к валкам материал 'уставал' быстрее, появлялись микротрещины. Стандартные цилиндры, рассчитанные на стабильные 80-100°C, здесь работали в режимах от 50 до 220°C локально. Пришлось убеждать технологов пересмотреть марку стали и схему охлаждения штока.
Еще один момент — вибрация. В том же прокатном стане цилиндры не просто давят, они находятся под постоянной динамической нагрузкой от ударов раскаленной заготовки. Резьбовые соединения на фланцах ослабевали не по графику ТО. Пришлось внедрять дополнительные контргайки с фиксацией и менять подход к монтажу. Это тот случай, когда оптовая партия должна быть не просто одинаковой, а каждая единица — адаптирована под конкретную точку установки. Сейчас некоторые производители, вроде ООО Циндао Байши Чэн Гидравлические Технологии Применение, которые давно в теме, предлагают разделять поставки не только по типоразмерам, но и по 'зонам риска' в технологической линии. Это разумно.
И да, часто забывают про среду. Гидравлическое масло в системах металлургического оборудования — отдельная история. Из-за высокой запыленности и влажности в цехах, даже при хорошей фильтрации, в масло попадает мелкая окалина и вода. Это убивает стандартные уплотнения за сезон. Приходится либо закладывать более частую замену, либо сразу ставить манжеты из материалов, стойких к абразиву и эмульсиям. В оптовом заказе эта мелочь может сэкономить кучу денег на ремонтных окнах в будущем.
Ошибки при выборе поставщика и как их избежать
Раньше часто ориентировались только на цену за штуку при оптовой закупке. Горький опыт показал, что это тупик. Брали партию цилиндров для гидравлических ножниц. Цена была отличная, документация в порядке. Но уже через три месяца начались течи по штокам. Оказалось, производитель сэкономил на качестве хонингования внутренней поверхности гильзы. Шероховатость была в норме по паспорту, но профиль неровный, что привело к ускоренному износу манжет. С тех пор всегда настаиваю на предоставлении не только сертификатов, но и выборочных протоколов контроля с замеров конкретной партии. Особенно важно для металлургического оборудования, где простои стоят огромных денег.
Сейчас смотрю не только на завод, но и на техническую поддержку. Важно, чтобы поставщик понимал, куда и зачем идет его продукт. Например, когда обращались в ООО Циндао Байши Чэн Гидравлические Технологии Применение (их сайт - https://www.bschydraulic.ru), сразу было видно, что люди в теме. Они не просто продают цилиндр, а задают вопросы: 'А какое у вас рабочее давление пиковое?', 'А как часто цикл повторяется?', 'Есть ли боковая нагрузка?'. Их команда, как указано в описании, уже 20 лет занимается техническим обслуживанием, и это чувствуется. Они, например, сразу предложили вариант с усиленными подшипниками скольжения для нашего случая с неидеальной соосностью.
Еще одна ловушка — сроки изготовления. Для металлургии часто нужны нестандартные ходы или присоединительные размеры. Многие обещают сделать быстро, но потом начинаются задержки из-за поковок или термообработки. Нужно заранее оговаривать не общий срок, а контрольные точки: когда будет готов чертеж, когда заготовка, когда финишная обработка. И иметь альтернативного поставщика для критичных узлов. Оптом — не значит взять все в одном месте, иногда надежнее разделить партию между двумя проверенными производителями.
Нюансы проектирования и адаптации под существующие линии
Часто сталкиваюсь с ситуацией, когда нужно поставить новый цилиндр на старую машину, скажем, советского производства. Чертежи утеряны, а габариты посадочных мест нужно снимать вручную. Здесь главное — не повторять ошибок оригинала. Раньше, например, часто делали фланцы слишком тонкими, и они 'играли' под нагрузкой. При замене можно увеличить толщину, но тут же встает вопрос: а впишется ли? Приходится делать лазерное сканирование узла. И это должно быть в компетенции поставщика — способность работать не по готовому ТЗ, а по реальной ситуации в цеху.
Материал штока — отдельная тема. Для большинства применений хромированной стали 40Х хватает. Но в участках, где есть риск попадания окалины или агрессивных сред (например, у установок травления), стоит рассмотреть штоки из нержавейки или с более толстым гальваническим покрытием. Это удорожает партию, но в пересчете на межремонтный период оказывается выгоднее. Некоторые, кстати, пытаются экономить, заказывая твердое хромирование меньшей толщины. Это фатальная ошибка для гидравлического цилиндра, работающего в условиях ударных нагрузок — покрытие трескается.
Система уплотнений — это сердце цилиндра. Для металлургии я бы не рекомендовал универсальные наборы. Лучше использовать комбинированные решения: например, для штока — дважды установленные манжеты из полиуретана с разной твердостью, а для поршня — комбинацию из тефлоновых и резиновых колец. Это повышает надежность при загрязненном масле. И обязательно нужно предусмотреть места для установки датчиков положения (если это не было заложено изначально). Сейчас почти все переходят на цифровизацию, и возможность встроить датчик в будущем — must have.
Логистика и складирование оптовых партий
Казалось бы, мелочь: получил цилиндры, поставил на склад. Но как их хранить? Видел, как на одном предприятии дорогостоящие штоки пролежали в вертикальном положении, упираясь торцом в бетон, и через полгода получили выработку и коррозию в точке контакта. Для оптовых партий нужно обязательно предусмотреть стеллажи с горизонтальными опорами по всей длине или специальные кофры. Исключить контакт металла с металлом.
Еще важный момент — консервация. Производители обычно покрывают изделия консервационной смазкой. Но если поставка идет морем или будет долго храниться в неотапливаемом складе, этого может быть недостаточно. Особенно для металлургического оборудования, которое часто стоит в цехах с высокой влажностью. Лучше заранее обсудить с поставщиком, какую упаковку они используют. Хороший вариант — вакуумная пленка с ингибиторами коррозии. Компании с опытом, та же ООО Циндао Байши Чэн, обычно сами предлагают такие решения, понимая специфику дальнейшей эксплуатации.
И конечно, документы. На каждую позицию в оптовой партии должен быть полный пакет: паспорт, сертификат на материалы, протоколы испытаний (особенно на давление), инструкция по монтажу и первый запуск. Это не бюрократия. Когда через два года возникнет течь, именно эти бумаги помогут понять, был ли это заводской брак или ошибка монтажа. Без них все претензии бесполезны.
Взгляд в будущее: на что обращать внимание сейчас
Тренд последних лет — запрос на диагностику. Все чаще хотят не просто купить гидравлический цилиндр оптом, а получить систему мониторинга его состояния. Встраиваемые датчики температуры и давления в полости, датчики утечки через уплотнения штока. Для металлургии это крайне актуально, так как позволяет перейти от планово-предупредительного ремонта к ремонту по фактическому состоянию. Это экономит ресурс деталей и сокращает незапланированные простои.
Второе — материалы. Появляются новые марки сталей, более стойкие к термоциклированию, композитные покрытия для штоков. Стоит интересоваться у поставщиков, что они могут предложить кроме стандартного набора. Возможно, доплата в 10-15% за материал нового поколения увеличит срок службы в полтора раза. Это именно тот случай, когда оптовая закупка — лучшее время для модернизации.
И наконец, сотрудничество. Лучшие результаты всегда были не там, где мы просто отправляли ТЗ и получали коробки, а где поставщик, как тот же Байши Чэн, становился техническим партнером. Когда их инженеры приезжали, смотрели на оборудование в работе, давали рекомендации по модернизации не только цилиндра, но и всей гидросистемы. Ведь часто проблема кроется не в самом цилиндре, а в работе насосной станции или системе охлаждения масла. Такой комплексный подход, основанный на их 20-летнем опыте техобслуживания, в итоге дает гораздо большую экономию, чем скидка на крупную партию. Вот о чем на самом деле стоит думать, планируя оптовую закупку гидроцилиндров для металлургии.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Гидравлическая система для тестирования авиационного двигателя
Гидравлическая система для тестирования авиационного двигателя -
 Второе поколение небольших гранул для сухого льда
Второе поколение небольших гранул для сухого льда -
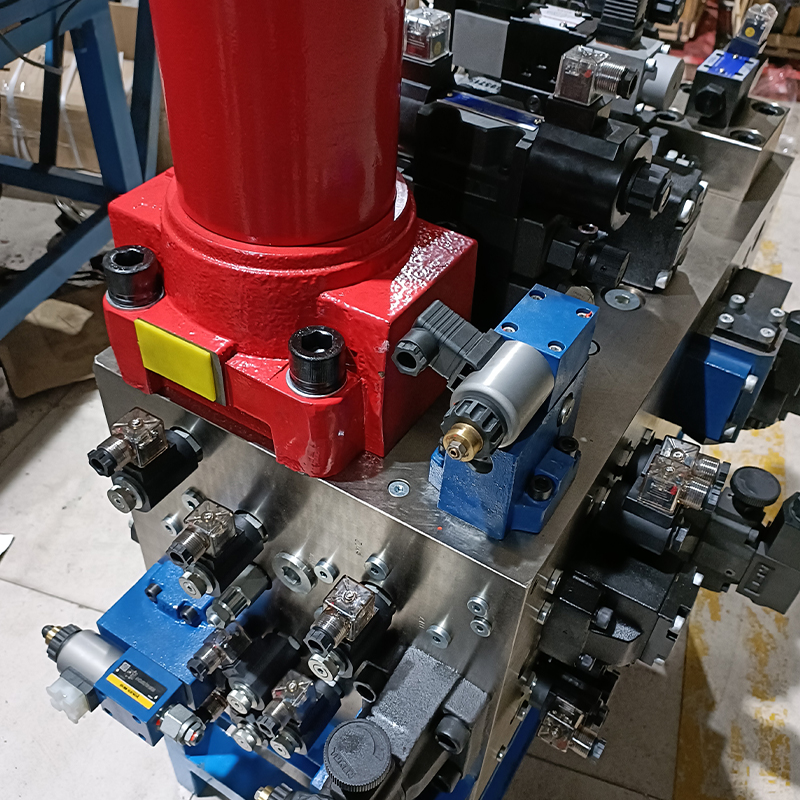
 Интегрированная гидравлическая система для линии формирования ствола
Интегрированная гидравлическая система для линии формирования ствола -
 Передний фланевый цилиндр HOB
Передний фланевый цилиндр HOB -
 Гидравлический цилиндр MOB с задним одноушковым креплением
Гидравлический цилиндр MOB с задним одноушковым креплением -
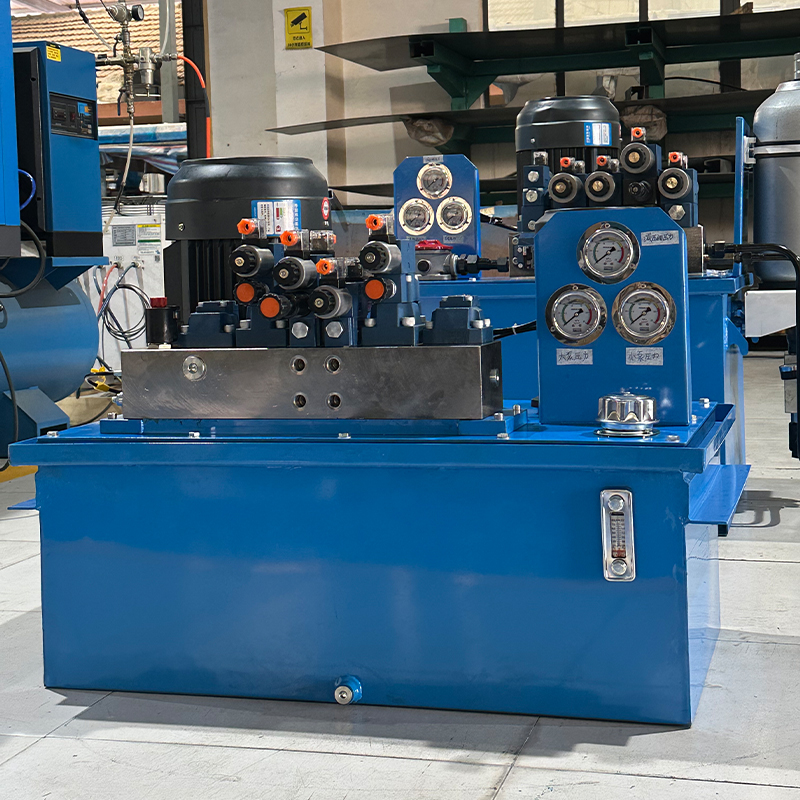
 Индивидуальная гидравлическая станция
Индивидуальная гидравлическая станция -
 Средний поворотный цилиндр HOB
Средний поворотный цилиндр HOB -
 Гидравлическая станция станка станка
Гидравлическая станция станка станка -
 Регулируемый цилиндр HOB
Регулируемый цилиндр HOB -
 Пресс
Пресс -
 Гидравлическая насосная станция
Гидравлическая насосная станция -
 Гидравлическая интегрированная система горных электромобилей
Гидравлическая интегрированная система горных электромобилей
Связанный поиск
Связанный поиск- Производители шестеренных насосов
- OEM нефть бесшовная труба
- Купить Пропорциональная гидравлическая система
- Купить гидравлический шланг
- OEM гидравлический рабочий цилиндр
- Высококачественные бесшовные трубы 12x18n10t
- купить шланг гидравлический
- Основные покупатели бесшовных труб
- Поставщики двигателей для лопастных насосов
- Заводы по производству гидравлических центров

